GrblController问题诊断与解决:故障排除的快速解决方案
发布时间: 2024-12-03 22:07:54 阅读量: 26 订阅数: 31 

基于springboot+vue的体育馆管理系统的设计与实现(Java毕业设计,附源码,部署教程).zip
参考资源链接:[GrblController安装与使用教程](https://wenku.csdn.net/doc/6412b792be7fbd1778d4ac76?spm=1055.2635.3001.10343)
# 1. GrblController故障排除概述
## 1.1 故障排除的重要性和目的
故障排除在任何技术系统中都是关键环节,对于GrblController这样的CNC控制器而言,它确保了设备的稳定性和可靠性。快速而准确地诊断和解决故障不仅能够减少停机时间,还能够提高生产效率和产品质量。
## 1.2 故障排除的基本步骤
故障排除工作通常遵循一系列标准化的步骤,这有助于缩小问题范围并找到根本原因。首先,需要确认问题的性质和范围,其次是搜集相关信息和日志,然后逐步分析并测试各种可能的解决方案。
## 1.3 故障排除工具和资源
掌握适当的故障排除工具和资源对于高效解决GrblController问题至关重要。这些工具包括但不限于GrblController的日志记录功能、在线文档、社区论坛,以及专用的故障排查软件等。使用这些工具可以帮助用户快速定位问题,从而进行有效的故障排除。
在故障排除实践中,了解系统架构和理论基础是必不可少的。在深入问题诊断之前,确保对Grbl与GrblController的关系、CNC控制系统的数据流、配置文件解析等有充分的理解。这样,您将能够在故障排查时做到胸有成竹。
# 2. GrblController系统架构与理论基础
## 2.1 GrblController的工作原理
### 2.1.1 Grbl与GrblController的关系
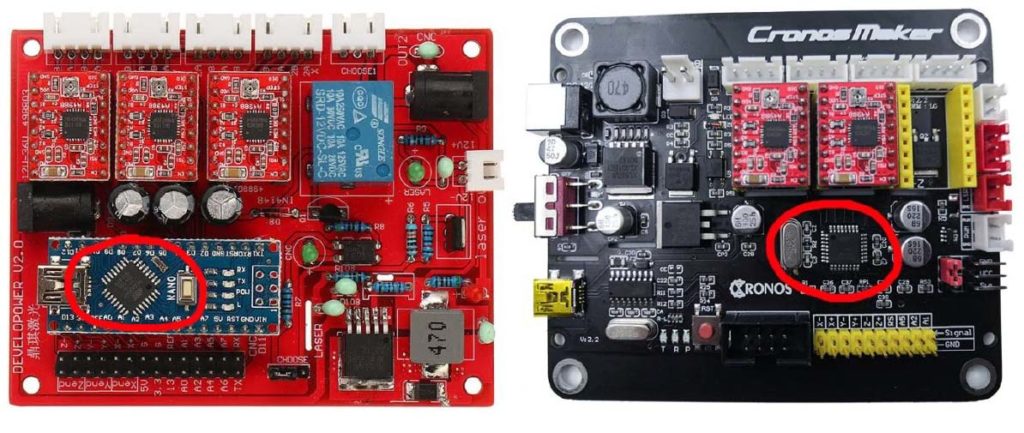
Grbl是一个开源、高效、简洁的数控固件,专门为小型数控机床而设计。它使用G代码解析器来控制步进电机的运动,适用于各种3轴数控机床,如雕刻机、激光切割机和铣床等。而GrblController则是一个用于与Grbl固件通讯的图形用户界面(GUI)程序,允许用户直接从PC上控制CNC机床,可以认为是Grbl的可视化前端。
GrblController通过串行通信与Grbl固件交互,将用户界面上的操作转化为G代码,发送给Grbl固件执行。这样用户就无需直接编辑G代码,可以更加直观地进行机床控制。同时,GrblController还能够显示来自Grbl的实时状态信息和报告,为用户提供了一个完整的数控机床控制和监控解决方案。
### 2.1.2 CNC控制系统的数据流
在CNC控制系统的操作中,数据流贯穿了整个系统。首先,用户在GrblController图形界面上制定操作计划,比如移动机床到某个坐标点。GrblController将这个计划转换成G代码,并通过串行通信发送给Grbl固件。
Grbl接收到G代码后,首先进行语法解析,确保代码符合规范。若代码无误,Grbl将代码翻译成具体的步进电机动作,控制X、Y、Z轴按照预定的路径和速度移动。在移动过程中,Grbl会实时监控各个轴的状态,并反馈给GrblController。
GrblController接收到Grbl发回的状态报告后,会将其展示给用户,包括当前位置、速度、加速度等信息。如果在控制过程中有任何异常发生,GrblController会立即反馈异常信息,并且根据异常类型指导用户采取相应的故障排除措施。
## 2.2 GrblController的配置和设置
### 2.2.1 配置文件解析
GrblController的配置文件主要是用来定义机器的工作参数,如步进电机的步数、最大速度和加速度等。这些参数将直接影响到CNC机床的性能和加工质量。
一个典型的GrblController配置文件的解析示例如下:
```
# 设置每毫米步数,即步进电机每转动一圈移动距离
$100=200.000 (X步数)
$101=200.000 (Y步数)
$102=1600.000 (Z步数)
# 设置最大速度(毫米/分钟)
$110=1500.000 (X最大速度)
$111=1500.000 (Y最大速度)
$112=250.000 (Z最大速度)
# 设置最大加速度(毫米/秒^2)
$120=50.000 (X最大加速度)
$121=50.000 (Y最大加速度)
$122=10.000 (Z最大加速度)
```
### 2.2.2 常见设置参数的意义和调整方法
GrblController的配置参数众多,每个参数都有其特定的作用和意义。例如,$30和$31用于设置加速度计和主轴速度的软限位,$50用于定义程序的起始位置等。对于这些参数的理解和调整,是保证机床正常工作和提高加工效率的关键。
例如,当需要调整机器的最大速度时,就需要修改$110至$112这些参数。调整时,需要根据实际的机床性能和加工需求来设定。如果设置过快可能会导致步进电机失步,过慢则会影响加工效率。
调整参数后,需要保存并重启Grbl,新设置才会生效。可以通过GrblController发送相应的G代码指令来保存参数,例如`$X=123.456`设置参数,`$X`保存并应用新值。
## 2.3 GrblController的通信协议
### 2.3.1 串行通信协议细节
GrblController通过串行端口与Grbl固件进行通信。通信协议是基于标准的G代码,G代码是一系列文本指令,用于控制数控机床的运动和其他功能。GrblController在发送G代码指令给Grbl固件的同时,也负责接收Grbl发回的响应和状态信息。
串行通信的波特率通常设置为9600或115200,取决于Grbl的配置和用户的硬件设备。在Windows操作系统上,GrblController通常通过COM端口与Grbl通讯,而在Linux或Mac OS上,则通过/dev/tty设备。
### 2.3.2 G代码解释与执行流程
G代码指令通常包括如下指令:
- G0, G1:线性运动指令,用于在X、Y、Z轴上进行快速或线性移动。
- G2, G3:圆弧运动指令,用于创建顺时针或逆时针圆弧移动。
- G90, G91:分别代表绝对定位和增量定位。
- M3, M5:分别用于控制主轴的开启和关闭。
- M30:用于结束程序并复位。
Grbl在接收G代码指令后,会进行语法检查和解析。如果是合法的代码,Grbl会将其转换为步进电机的步数,并发送到步进驱动器。步进驱动器接收到信号后,控制步进电机转动相应的步数,从而实现精密的运动控制。
整个执行流程需要GrblController的实时监控,以便于用户可以根据机床当前的状态调整操作计划。当机床在执行过程中遇到错误时,GrblController需要能够快速响应,并通过界面通知用户错误信息,进行故障排查。
以上是第二章的详尽内容,围绕GrblController的系统架构和理论基础进行了深入分析,从工作原理、配置设置、

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
**GrblController 专栏简介**
GrblController 专栏是数控系统安装、使用和优化方面的权威指南。它涵盖了从初学者到高级用户的各个方面,提供了全面的教程、秘诀和故障排除解决方案。专栏深入探讨了 GrblController 的架构和工作原理,并提供了关键参数调优指南,以提升性能。此外,它还介绍了自动化脚本编写、高效通信和实时监控技巧,以提高效率和精确度。专栏还提供了打造自动化数控环境和在教育应用中使用 GrblController 的指南,使其成为所有数控爱好者和专业人士的宝贵资源。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
ArbExpress波形设计实战:理论到实践的完整流程

# 摘要
ArbExpress作为一款专业的波形设计和测试软件,在波形设计领域提供了全面的解决方案。本文首先介绍了ArbExpress的基本概念和波形设计的基础知识,包括波形信号的定义、分类、关键参数以及生成和处理方法。深入探讨了ArbExpress的用户界面、操作方法以及如何设计基础和高级波形,强调了软件在设计过程中的直观性和易用性。进一步地,文章分析了ArbExpress在波形测试中的实践应用,包括设备连接、测试配置、信号质量
CSP-J新手必读攻略
# 摘要
CSP-J(China Software Professional Contest-Junior)是中国青少年软件专业竞赛,旨在激发中学生的编程兴趣和算法能力。本文首先介绍CSP-J的竞赛背景和规则,进而深入分析算法基础,包括数据结构和常见算法原理及其优化策略。随后,文中探讨了编程实战中语言选择、环境配置、调试技巧以及常见问题解决方法。文章进一步提出高分策略,并通过历年真题案例,讲解了考试技巧和解题模板
ETAS AUTOSAR架构揭秘:从基础知识到深入应用
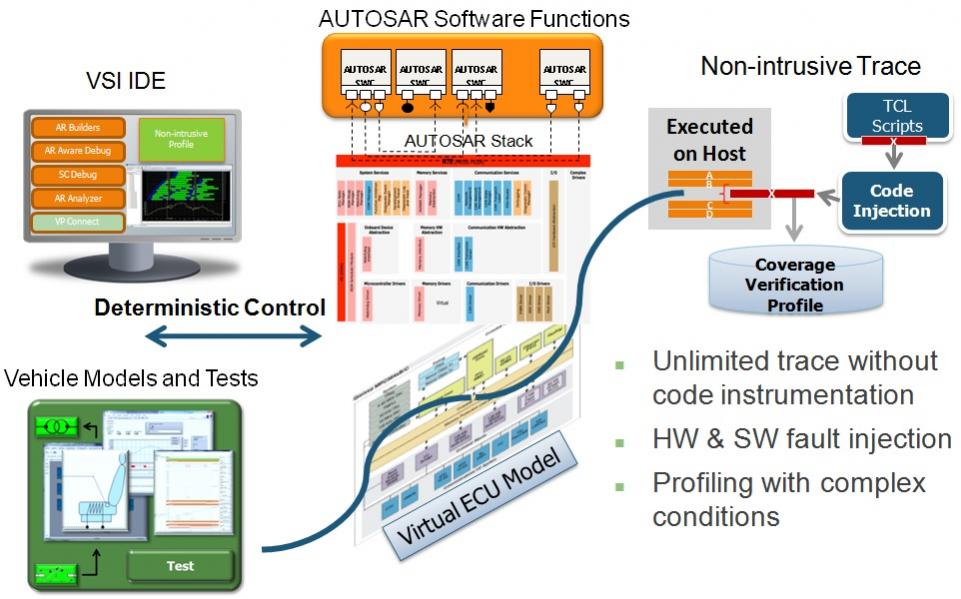
# 摘要
本文旨在探讨ETAS在AUTOSAR架构中的角色及其优势,并详细介绍其在实践应用和进阶应用中的具体实施。文章首先概述了ETAS的AUTOSAR架构,并对AUTOSAR基础知识进行了详细分析,包括其发展历程、核心概念与组件以及配置和开发流程。接着,文章深入探讨ETAS工具链、解决方案以及其在AUTOSAR生态系统中的独特贡献和创新点,同时与其他供应商进行了比较分析。第四章专注于ETA
云服务架构师实战指南:中国电信云计算笔试题案例剖析

# 摘要
云服务架构师在现代IT行业扮演着至关重要的角色,不仅需要具备丰富的专业知识,还需不断学习新技术以应对快速变化的技术环境和市场趋势。本文首先介绍了云服务架构师的职责和必备知识,随后深入探讨了云服务架构设计的理论基础,包括云服务模型、部署模型、架构设计原则及网络与存储架构。第三章聚焦于实战技巧,详述了云服务选型与部署、微服
SAP采购优化秘籍:10个关键策略让你的组织结构无懈可击

# 摘要
本文探讨了SAP系统中采购优化的理论基础与实践,分析了采购流程重构的策略和关键技术应用。文章首先介绍了采购流程的重要性及其传统痛点,进而提出了采购流程重构的方法,包括自动化、供应商管理和标准化。随后,文章详细阐述了SAP系统中采购管理的关键技术,如供应商关系管理和电子采购,以及数据分析在优化采购
Fluent后处理深度剖析:jbl_kx180高级操作与性能优化秘籍

# 摘要
Fluent后处理技术是流体动力学模拟分析中不可或缺的一部分。本文从Fluent后处理技术的概述开始,详细介绍jbl_kx180后处理工具的高级操作技巧,包括基础安装、高级数据处理方法,以及可视化与报告生成。接着,文章深入探讨jbl_kx180的性能优化策略,从基础性能提升到高级技术应用,
【CellWise-CW2015编程速成课】:datasheet背后的编程实战技巧

# 摘要
本文详细介绍了CellWise-CW2015的技术细节和应用实践。首先,对CellWise-CW2015进行了简介
【.NET技术演进全记录】:2.0到3.5版本变迁与Windows 11兼容性分析
# 摘要
本文综合介绍了.NET技术的发展历程、核心特性演进、以及在Windows 11环境下的兼容性分析和创新应用。文章首先概述.NET技术的演进历程,并详细探讨了.NET 2.0到3.5版本期间的关键特性,包括框架核心组件的进化、语言集成查询LINQ的引入,以及Windows通信基础WCF的演进。接着,文章分析了Windows 11对.N
【高端放大器对比】:Marantz PM7000N特性深度解析
# 摘要
本文旨在全面介绍Marantz PM7000N高端放大器,从技术规格、性能分析到实际使用体验与市场竞争定位,再到未来的展望与技术革新。通过对功率输出、音频技术标准、设计哲学以及连接与设置等方面的深入解析,文章为读者提供了对Marantz PM7000N深刻的理解。同时,本文也探讨了该放大器在家用影院中的应用,对比分析了它与竞争对手的性能差异,以及探讨了高端音频设备的市场定位与长期价值。最后,文章预测了数字音频技术的发展趋势,分析了Marantz PM7000N可能的技术升级方向,展望了高端音频设备的未来发展。
# 关键字
Marantz PM7000N;高端放大器;技术规格;音质表
ABAQUS混凝土非线性分析:案例详解与参数设置指南
# 摘要
本文综合探讨了ABAQUS软件在混凝土非线性分析中的应用、理论基础、本构模型及参数设置、案例实践以及高级技巧。通过对混凝土材料非线性行为的理论基础分析,阐述了材料力学非线性、混凝土的力学特性和损伤破坏机制。接着,详细介绍了在ABAQUS中混凝土本构模型的选择、参数的确定及其对模拟结果的影响,并对混凝土单元和网格划分进行了探讨。案例实践部分通过具体分析,展示了如何运用ABAQUS进行混凝土结构的非线性分析,并讨论了结果
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )