GrblController新手挑战攻略:快速上手与精通的捷径
发布时间: 2024-12-03 23:07:08 阅读量: 20 订阅数: 31 

GrblController-雕刻机控制软件.zip

参考资源链接:[GrblController安装与使用教程](https://wenku.csdn.net/doc/6412b792be7fbd1778d4ac76?spm=1055.2635.3001.10343)
# 1. GrblController入门基础
GrblController是与Grbl固件配合使用的软件,它允许用户通过个人电脑与数控机床进行通信和控制。Grbl是一个开源、高效、准确的固件,广泛应用于CNC路由器、激光切割机和3D打印机。
## 入门基础概念
GrblController的主要功能是发送指令到Grbl固件,控制机床的运动。作为一个初学者,了解和掌握基础概念至关重要。这些概念包括坐标系统、G代码、M代码以及如何通过GrblController界面来执行基本操作。
### 坐标系统
在数控编程中,了解和使用正确的坐标系统是基础。Grbl中的X、Y、Z轴分别代表机床的三个运动维度。用户可以通过输入特定的G代码来移动到指定的坐标位置。
### G代码与M代码
G代码用于控制机床的运动,例如G0或G1用于快速移动和线性插补运动。而M代码用于控制机床的辅助功能,如M3是启动主轴的旋转。
通过这个入门基础,初学者可以开始逐步探索GrblController,并准备进行更深入的学习和实践项目。
# 2. ```
# 第二章:GrblController操作技巧
## 2.1 设定与配置GrblController
### 2.1.1 硬件连接与初始化
在开始任何Grbl项目之前,正确地连接硬件并进行初始化是至关重要的。首先,我们需要确定GrblController与步进电机驱动器之间的连接。通常,GrblController通过USB接口与PC连接,同时通过一个适当配置的接口板连接步进电机驱动器。
对于步进电机驱动器的连接,需要确保电源供应足够并适合驱动器的要求。每个轴的驱动器需要连接到GrblController的对应输出引脚,同时还需要连接限位开关以确保安全性。对于紧急停止按钮,应连接到Grbl的相应引脚上。
初始化过程包括检查所有硬件连接的正确性,确保所有的电机轴在上电前处于初始位置,并且紧急停止按钮可以正常工作。在硬件连接完成后,接下来是Grbl固件的设置与调优。
### 2.1.2 Grbl固件设置与调优
Grbl固件的设置通常涉及多个参数,这些参数需要根据具体的应用场景进行调整。一旦通过串口通信与GrblController建立连接,我们便可以发送G代码命令来设置或调整参数。
Grbl固件的配置选项包括但不限于步进电机步数、最大速度、加速度以及硬/软件限位开关等。例如,G代码`$110`可以设置步进率(默认值为110)。
```
// 设置每步电机的微步数
G1 F1500 ; 设置最大移动速率
$100=110 ; 设置步进率每分钟步数
```
另外,`$`命令用于访问Grbl的设置参数,并且可以使用`$`命令来列出所有当前的设置,这对于调试和确认设置很有帮助。
```
// 列出所有Grbl当前设置
```
之后,将新设置写入Grbl的非易失性存储器,以保存这些设置,使用以下命令:
```
// 保存并应用新的Grbl设置
$N
```
完成固件设置后,我们需要进行实际的硬件调整以确保系统的精确和可靠性。调整步进电机的微步数、精确校准各轴的零点位置,以及调整限位开关的位置都是这个步骤的关键。
## 2.2 GrblController的命令与指令集
### 2.2.1 G代码解析与应用
G代码(几何代码)是数控编程中使用最广泛的语言之一。在Grbl中,G代码用于控制机床的运动,如移动、切割路径、设置速度等。每一个G代码都有其特定的功能,例如G0用于快速定位,而G1用于线性插补切割。
理解这些G代码对于操作GrblController至关重要。了解特定G代码的用法和效果,可以让使用者更加精确地控制机床。例如,下面的代码块中展示了如何使用G0和G1来控制机床移动到不同的位置:
```
// 快速移动到(10, 10)坐标位置
G0 X10 Y10
// 线性插补切割到(50, 50)坐标位置
G1 X50 Y50 F300
```
其中,`F300`指定了移动速度为300毫米/分钟。通过G代码的应用,可以实现精确的加工操作。
### 2.2.2 M代码和特殊功能指令
除了G代码,M代码(辅助功能代码)用于控制机床的特殊功能,如开关冷却液、重置程序等。M代码在Grbl中扮演了控制机床状态的角色。
下面的例子展示了如何使用M代码来开关冷却系统:
```
// 关闭冷却系统
M9
// 开启冷却系统
M8
```
此类M代码可以集成在G代码程序中,以实现在特定时刻开启或关闭机床的某些功能。这对于提高加工质量和效率至关重要。
## 2.3 GrblController的高级操作
### 2.3.1 自动化脚本编写
自动化脚本编写是提高生产效率的重要手段。Grbl支持通过G代码编写简单的自动化脚本,以实现复杂的加工任务。通过编写自动化脚本,可以减少人为干预,避免重复性错误,并能更快速地切换加工任务。
在编写自动化脚本时,应该遵循一定的逻辑结构,合理使用G代码和M代码。下面是一个简单的示例,展示了一个自动化脚本用于切割两个矩形:
```
G21 ; 设置单位为毫米
G90 ; 使用绝对定位
G94 ; 设置进给速率单位为毫米/分钟
; 准备切割第一个矩形
G17 ; 选择XY平面
G0 X0 Y0 ; 快速移动到起始位置
G1 Z-1 F100 ; 切入材料1毫米
G1 X50 Y0 F300 ; 沿X轴切割
G1 X50 Y50 F300 ; 沿Y轴切割
G1 X0 Y50 F300 ; 返回
G1 X0 Y0 F300 ; 完成切割
G0 Z5 ; 提升Z轴到安全位置
; 准备切割第二个矩形
G17 ; 选择XY平面
G0 X20 Y20 ; 移动到新起始位置
G1 Z-1 F100 ; 切入材料1毫米
G1 X70 Y20 F300 ; 沿X轴切割
G1 X70 Y70 F300 ; 沿Y轴切割
G1 X20 Y70 F300 ; 返回
G1 X20 Y20 F300 ; 完成切割
G0 Z5 ; 提升Z轴到安全位置
`

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
**GrblController 专栏简介**
GrblController 专栏是数控系统安装、使用和优化方面的权威指南。它涵盖了从初学者到高级用户的各个方面,提供了全面的教程、秘诀和故障排除解决方案。专栏深入探讨了 GrblController 的架构和工作原理,并提供了关键参数调优指南,以提升性能。此外,它还介绍了自动化脚本编写、高效通信和实时监控技巧,以提高效率和精确度。专栏还提供了打造自动化数控环境和在教育应用中使用 GrblController 的指南,使其成为所有数控爱好者和专业人士的宝贵资源。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【深入解码CellWise-CW2015】:datasheet中隐藏的关键性能秘密
# 摘要
本文全面介绍了CellWise-CW2015技术的架构、实践应用案例以及进阶技术探讨。首先概述了CellWise-CW2015的核心技术原理、性能指标与参数,以及硬件与软件之间的协同工作方式。随后,通过实际部署场景的分析,探讨了性能优化实践和故障排除方法。进一步,本文深入研究了CellWise
【数据封装与传输原理】:深入理解PCIe事务层

# 摘要
PCI Express (PCIe) 作为一种高速串行计算机扩展总线标准,广泛用于数据封装与传输。本文系统地概述了PCIe事务层的理论基础和数据封装机制,深入分析了事务层包(TLP)的结构和核心功能,包括错误检测与处理。同时,本文探讨了数据传输的协议与标准,版本演进对
【CMS迁移完全攻略】:一步步教你平滑迁移到最新版本的CMS
# 摘要
随着信息技术的不断进步,内容管理系统(CMS)的迁移已成为企业更新技术栈和提升系统性能的常见需求。本文全面介绍了CMS迁移的基础知识,详细阐述了迁移前的准备工作、迁移过程中的技术操作,以及迁移后优化与调整的策略。文章着重于评估当前CMS状况、确定迁移目标、制定数据备份和迁移策略,并且在迁移过程中重视数据迁移执行、功能和插件的适配、系统测试与问题解决。最终,本文还探讨了如何进行迁移后的
MapReduce作业调优秘籍:细节决定招聘数据清洗成败
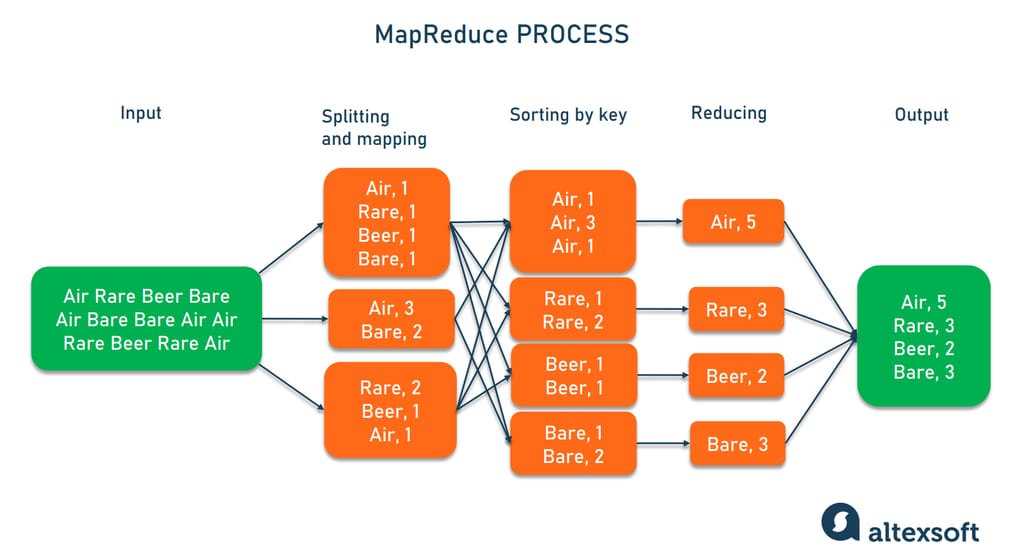
# 摘要
MapReduce作为一种分布式计算模型,广泛应用于大数据处理领域。本文首先概述了MapReduce作业调优的基本概念和核心理论,包括Map阶段和Reduce阶段的工作机制、任务调度的关键因素,以及性能评估和瓶颈分析方法。随后,详细探讨了Map和Reduce阶段的优化策略,参数调整技巧,并通过招聘数据清洗案例来说明调优策略的应用。进阶技
【启动流程解密】:电路图揭示Intel H81主板的启动机制
# 摘要
本文深入探讨了Intel H81主板的架构和启动流程,详细分析了启动序列中涉及的电源管理、CPU通信机制以及BIOS引导和自检过程。通过对电路图的详细解读,阐述了电源管理电路、复位与时钟电路以及BIOS与存储接口电路的作用和功能。针对启动过程中可能出现的故障,本文提出了有效的诊断与排除方法,并提供了故障分析实例。此外,文章还讨论了如何通过超频、BIOS设置和软件工具提升主板性能,以及如何进行个性化定制和维护建议,旨在为硬件技术人员和爱好者提供全面的技术支持和参考。
# 关键字
Intel H81主板;启动流程;电源管理;CPU通信;故障诊断;性能提升
参考资源链接:[Intel
【园区网络的高效连接】:Cisco端口聚合在园区网络中的应用案例分析

# 摘要
随着网络技术的发展,园区网络的高效连接变得日益重要。本文首先概述了园区网络和端口聚合的基本概念,随后详细解析了Cisco端口聚合技术的原理、配置、模式与负载均衡策略。通过案例分析,本文探讨了端口聚合在实际大型园区网络中的应用及其对网络性能和安全的影响。进一步地,本文提出端口聚合性能优化、故障诊断与配置的最佳实践。最后,本文展望了未来园区网络与端口聚合技术的发展趋势,包括SDN、网络虚
揭秘ABAQUS混凝土模拟:5个高级技巧助你优化分析效果
# 摘要
本论文系统地介绍了ABAQUS软件在混凝土模拟中的应用基础、材料模型的深入理解、网格划分技巧以及边界条件和加载的高级分析技术。首先,介绍了ABAQUS混凝土模拟的基础知识,然后深入探讨了不同的材料模型,包括混凝土的本构关系、损伤塑性模型和纤维增强混凝土模型。接着,文章详细讨论了网格划分的自适应技术、高效划分策略以及高级应用,这些技巧对于提高模拟的精度和效率至关重要。此外,论文还涵盖了如何正确设置和应用约束边界条件、施加载荷、考虑环境温度和湿度的影响。最后,论文探讨了非线性分析、动态分析的处理技巧以及混凝土模型的后处理分析方法,为工程师提供了提高混凝土结构分析能力的实用工具和策略。
【Marantz PM7000N放大器深度剖析】:揭秘音频技术革新背后的专业秘密

# 摘要
本文全面介绍了Marantz PM7000N放大器,从音频放大技术的理论基础到硬件解析,再到软硬件的交互与音质评价,深入探讨了该放大器的设计理念、技术革新点以及性能表现。通过对Marantz PM7000N的电路设计、元件品质、驱动技术以及软件支持等方面的解析,本文展示了其在音频处理和音质优化方面的优势。同时,文章还提供了音质评价的标准与方法,并通过主客
ArbExpress终极指南:精通任意波形设计与优化
# 摘要
本文全面探讨了ArbExpress在波形设计、生成技术、信号模拟、高级功能应用拓展以及最佳实践与案例研究等方面的核心知识。首先介绍了波形设计的基础知识和波形生成技术,涵盖了常见波形类型、波形参数设置以及优化输出方法。随后,文中分析了ArbExpress在信号模拟实践中的具体应用,并讨论了环境设置、操作案例以及问题排查与解决策略。进一步,文章探讨了ArbExpress的高级功能,
【网络安全】:GetLastError()在防御中的关键角色

# 摘要
GetLastError()函数是Windows编程中用于获取最近一次API调用失败原因的标准错误处理机制。本文首先概述了GetLastError()的基本概念和它在网络安全中的重要性。接着,深入探讨了错误处理机制以及GetLastError()如何在网络安全中发挥作用,包括错误代码的获取原理及如何与网络安全关联
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )