【S7-200 PLC逻辑指令深度剖析】:构建复杂控制逻辑的秘诀
发布时间: 2024-12-14 12:57:25 阅读量: 4 订阅数: 4 
参考资源链接:[S7-200 PLC基本指令详解:梯形图、语句表与功能块](https://wenku.csdn.net/doc/6yowtj6k9q?spm=1055.2635.3001.10343)
# 1. S7-200 PLC逻辑指令基础
## 简介
本章节是S7-200 PLC编程的起点,旨在介绍PLC的基本组成和逻辑指令的运行原理。我们将从最简单的逻辑指令开始,逐步深入到更复杂的控制逻辑构建。
## PLC基础
可编程逻辑控制器(PLC)是一种用于自动化控制的工业数字计算机。S7-200是西门子PLC产品系列中的入门级产品,适用于小型自动化项目。一个典型的PLC包括输入/输出(I/O)模块、CPU、存储器和电源模块。
## 逻辑指令简介
逻辑指令是PLC编程的基础,包括了基本的逻辑运算,如AND、OR、XOR和NOT。这些指令用于构建控制逻辑,处理输入信号,并产生相应的输出。例如:
- AND指令用于实现“并且”逻辑,当所有输入条件均满足时,输出信号被置为有效。
- OR指令用于实现“或者”逻辑,当任一输入条件满足时,输出信号被置为有效。
- NOT指令用于对单个输入条件取反。
在实际编程中,这些基础逻辑指令配合定时器、计数器和数据处理指令,可以构建复杂的自动化控制逻辑。我们将从这些基本概念出发,逐步深入到S7-200 PLC的高级编程技巧。
# 2. S7-200 PLC指令的分类和功能
## 2.1 基本逻辑指令
### 2.1.1 AND, OR, XOR, NOT逻辑运算
在讨论逻辑指令时,我们首先需要了解一些基本的逻辑运算。S7-200 PLC 提供了标准的逻辑门功能,这些包括 AND, OR, XOR, NOT。这些基本指令允许用户在不同输入之间创建逻辑关系,用于执行决策。
- AND 指令:如果所有输入都为真(即,处于1状态),则输出结果为真。在 PLC 编程中,如果一个 AND 指令的两个输入都是ON,那么它的输出就会是ON。
```plc
// 伪代码示例
IF Input1 AND Input2 THEN
Output := 1;
ELSE
Output := 0;
END_IF;
```
- OR 指令:如果至少有一个输入为真,输出结果为真。在 PLC 编程中,只要 OR 指令的任一输入为ON,输出就会是ON。
```plc
// 伪代码示例
IF Input1 OR Input2 THEN
Output := 1;
ELSE
Output := 0;
END_IF;
```
- XOR 指令:也称异或门,如果两个输入中有且只有一个为真,输出结果为真。在 PLC 编程中,XOR 指令可以用来检测两个输入状态是否不同。
```plc
// 伪代码示例
IF Input1 XOR Input2 THEN
Output := 1;
ELSE
Output := 0;
END_IF;
```
- NOT 指令:这是一种单输入逻辑门,如果输入为假(即,处于0状态),则输出结果为真,反之亦然。在 PLC 编程中,NOT 指令可以用于反转一个输入信号的状态。
```plc
// 伪代码示例
IF NOT Input1 THEN
Output := 1;
ELSE
Output := 0;
END_IF;
```
这些基本逻辑门是构建更复杂逻辑和控制结构的基础。
### 2.1.2 边沿检测指令的原理和应用
边沿检测指令是用来识别输入信号的变化。S7-200 PLC 的边沿检测功能可以帮助用户捕捉上升沿和下降沿。
- 上升沿(Positive Edge):当输入信号从未激活(0)变为激活(1)状态时,触发上升沿事件。
```plc
// 伪代码示例
IF RISING_EDGE(Input) THEN
Output := 1;
END_IF;
```
- 下降沿(Negative Edge):当输入信号从激活(1)变为未激活(0)状态时,触发下降沿事件。
```plc
// 伪代码示例
IF FALLING_EDGE(Input) THEN
Output := 1;
END_IF;
```
边沿检测的应用包括但不限于以下场景:
- 按钮或开关的瞬间动作检测
- 传感器信号的瞬间变化捕捉
- 时序逻辑的实现
边沿检测指令在许多自动化控制应用中都非常重要,如在机器人控制和过程自动化中确保正确的时序操作。
## 2.2 定时器和计数器指令
### 2.2.1 定时器的工作原理和编程技巧
S7-200 PLC 定时器允许控制逻辑在经过一定时间后才会触发。它们可以设置为延迟启动或者周期性触发。使用定时器可以创建定时控制逻辑,这对于自动化控制系统来说至关重要。
- 定时器的创建和配置:首先需要在程序中定义一个定时器,然后配置它的预设时间和累计时间。
```plc
// 伪代码示例
TIMER T1; // 创建定时器T1
T1.PT := T#5s; // 预设时间为5秒
IF START_SIGNAL THEN
T1(IN:= T1.Q, PT:= T1.PT); // 启动定时器,PT为预设时间
IF T1.Q THEN
// 当定时器完成时执行动作
...
END_IF;
END_IF;
```
- 定时器的编程技巧包括合理使用定时器的类型(如ON延时定时器,OFF延时定时器)以及如何链接多个定时器来实现复杂的时序控制。
### 2.2.2 计数器的配置和数据类型
计数器在PLC程序中用于计数事件的次数。它们对于实现可重复的动作序列和统计过程非常有用。S7-200 PLC提供了多种计数器,它们可以是向上计数器、向下计数器或双向计数器。
- 计数器的创建和配置:首先需要在程序中定义一个计数器,并设定它的预设值。计数器的当前值(CV)可以在程序中被读取和修改。
```plc
// 伪代码示例
COUNTER C1; // 创建计数器C1
C1.PV := 10; // 设定预设值为10
IF COUNT_SIGNAL THEN
C1(IN:= C1.Q, PV:= C1.PV); // 启动计数器,PV为预设值
IF C1.Q THEN
// 当计数器达到预设值时执行动作
...
END_IF;
END_IF;
```
- 计数器的数据类型:在配置计数器时,需要注意其数据类型和范围。S7-200 PLC 中常见的计数器数据类型有INT和DINT,分别表示整型和双整型。
### 2.2.3 高级计数器指令的应用案例
高级计数器指令,如计数器的预置、保留和复位,可用于实现更复杂的计数需求。例如,在一个装配线上,使用计数器来追踪完成特定任务的产品数量。
- 计数器的预置(PRE):在开始计数之前,可以给计数器一个初始值。
```plc
// 伪代码示例
COUNTER C1;
C1.PV := 5; // 将计数器的预设值设为5
C1.PRE := TRUE; // 激活预置功能
```
- 计数器的保留(RETAIN):在PLC断电或重启后,依然保留计数器当前值的功能。
```plc
// 伪代码示例
COUNTER C1;
C1.RETAIN := TRUE; // 激活保留功能,使计数器在PLC断电或重启后保留值
```
- 计数器的复位(RESET):将计数器的当前值重置为零,停止计数并准备下一个计数周期。
```plc
// 伪代码示例
COUNTER C1;
C1.RESET := TRUE; // 激活复位功能,将计数器值清零
```
高级计数器指令的应用案例可以涵盖从简单的计数任务到复杂的生产流程控制,提升整个系统的自动化程度和效率。
## 2.3 数据转换和传送指令
### 2.3.1 数据格式转换指令详解
数据格式转换指令用来在S7-200 PLC的不同数据类型间进行转换。例如,将整型转换为双整型或实型数据。数据转换是实现复杂控制逻辑和数据处理的基础。
- 常见的数据格式转换指令如:整型(INT)转双整型(DINT),实型(REAL)转双整型(DINT),双整型转实型等。
```plc
// 伪代码示例
INT_TO_DINT IntValue; // 将整型数据转换为双整型数据
DINT_TO_REAL DintValue; // 将双整型数据转换为实型数据
REA
```

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【LabVIEW视觉系统无缝集成】:实现工业通信协议的完美对接

参考资源链接:[LabVIEW调用DLL指南:结构体与指针处理](https://wenku.csdn.net/doc/6g5m5mt2bn?spm=1055.2635.3001.10343)
# 1. LabVIEW视觉系统的概述和潜力
## 1.1 系统简介与组成
LabVIEW视觉系统是利用LabVIEW开发环境构建的视觉检测解决方案。它通
【东华HIS数据库设计宝典】:保障数据完整性的表结构优化技巧
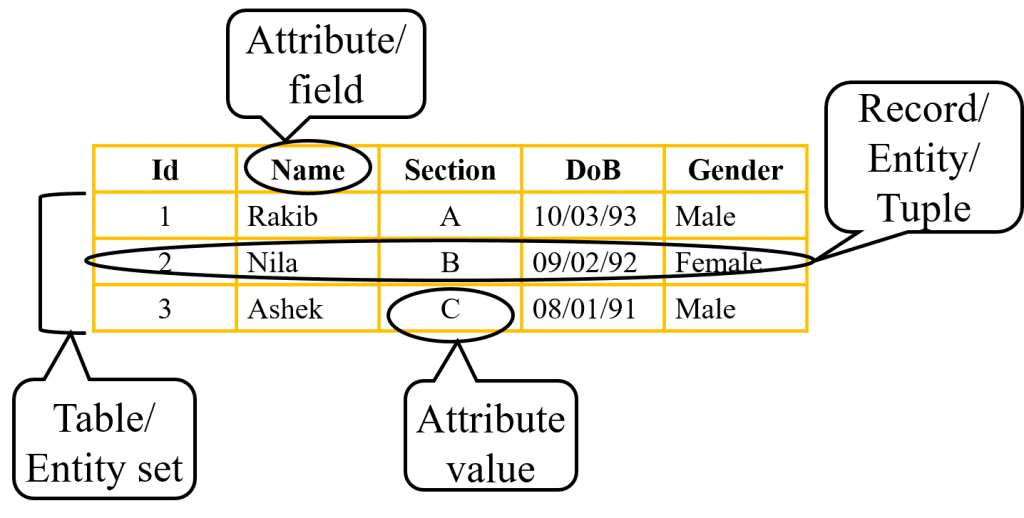
参考资源链接:[东华HIS数据库详尽表结构解析与关键数据表概览](https://wenku.csdn.net/doc/2962cm8e68?spm=1055.2635.3001.10343)
# 1. HIS数据库设计的重要性与完整性基础
在现代医疗信息系统(HIS)中,数据库设计是支撑整个系统运作的核心。HIS数据库设计的重要性不仅体现在数据存
破解电机控制系统的旋转编码器代码:AD2S1210应用与故障排除
参考资源链接:[AD2S1210旋变数字转换器手册:10-16位高精度设计](https://wenku.csdn.net/doc/645ef4395928463033a6b079?spm=1055.2635.3001.10343)
# 1. 旋转编码器及其在电机控制中的作用
## 1.1 旋转编码器的基本概念
旋转编码器是一种将旋转运动转换成电信号的装置,广
ASAM MCD-2 MC规范V1.7应用秘籍:现代车辆开发中的最佳实践

参考资源链接:[ASAM MCD-2 MC 规范 V1.7:汽车ECU标定标准](https://wenku.csdn.net/doc/6412b70fbe7fbd1778d48f30?spm=1055.2635.3001.10343)
# 1. ASAM MCD-2 MC规范V1.7概述
ASAM MCD-2 MC规范V1.7作为汽车行业的通信标准,为车辆内部及与外部系统的通信提
WinCC Flexible SMART V3SP1脚本编程:从基础到专家的8大技巧

参考资源链接:[WinCC_flexible_SMART_V3SP1、SP2和WinccV7.3、WinccV7.4下载地址](https://wenku.csdn.net/doc/6412b5e8be7fbd1778d44d3e?spm=1055.2635.3001.10343)
# 1. WinCC Flexible SMART V3SP1脚本编程概
【E+L-DC5502硬件解读】:连接与操作的终极攻略,让你成为控制器专家!

参考资源链接:[E+L DC5502莱默尔控制器KRS系列中文操作手册详解](https://wenku.csdn.net/doc/646a04d25928463033e2f8ca?spm=1055.2635.3001.10343)
# 1. E+L-DC5502控制器概述
## 简
【从理论到实践】:HP45喷墨打印技术深度探索与应用解析
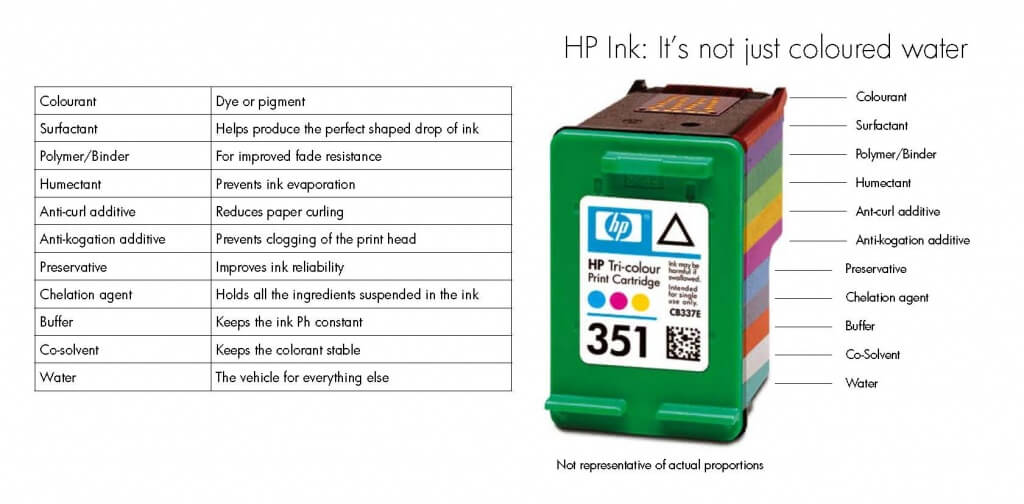
参考资源链接:[HP45喷墨打印头技术详解与DIY指南](https://wenku.csdn.net/doc/1fn71n61ee?spm=1055.2635.3001.10343)
# 1. HP45喷墨打印技术概述
HP45喷墨打印技术,作为惠普公司于1984年推出的业界里程碑产品之一
PADS Layout BOM审核终极指南:确保数据准确性的5大步骤
参考资源链接:[PADS LAYOUT导出BOM清单教程](https://wenku.csdn.net/doc/2qwcirrnpg?spm=1055.2635.3001.10343)
# 1. PADS Layout BOM概述与重要性
电子设计自动化(EDA)工具是现代电子制造的基石,其中PADS Layout软件便是其中之一。
无线通信系统效率优化:习题解答与案例研究的完美结合

参考资源链接:[Fundamentals of Wireless Communication-David Tse -课后习题答案](https://wenku.csdn.net/doc/6412b4cdbe7fbd1778d40e14?spm=1055.2635.3001.10343)
# 1. 无线通信系统效率优化概述
## 1.1 优化的必要性与挑战
在快速发展的信息时代,无线通信系
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )