【S7-200 PLC编程速成课】:初学者必备的5大基础指令及使用案例
发布时间: 2024-12-14 12:29:10 阅读量: 5 订阅数: 4 
参考资源链接:[S7-200 PLC基本指令详解:梯形图、语句表与功能块](https://wenku.csdn.net/doc/6yowtj6k9q?spm=1055.2635.3001.10343)
# 1. PLC编程与S7-200概述
在自动化控制系统领域中,可编程逻辑控制器(PLC)已经成为不可或缺的核心组件。S7-200作为西门子公司推出的经典PLC产品,以其可靠性、灵活性以及强大的功能在工业控制领域占据了重要地位。本章节将对PLC编程与S7-200进行基础性介绍,为后续章节的学习打下坚实基础。
## 1.1 PLC编程简介
PLC编程是工业自动化领域中的一项技术,它依赖于编程语言和软件工具来实现对机械和生产过程的精确控制。PLC的编程语言主要包括梯形图、功能块图、指令列表、结构化文本等,每种语言有其特定的应用场景和优势。在实际应用中,工程师们需要根据不同需求选择合适的编程语言,以及进行必要的程序设计和优化。
## 1.2 S7-200的特点与优势
S7-200以其紧凑的结构、高效的性能和稳定的工作能力著称,它支持多种输入输出模块,能够轻松实现小型到中型控制任务。S7-200的编程环境是STEP 7 Micro/WIN,该软件提供了直观的操作界面和丰富的功能,使用户能够便捷地编写和调试程序。由于其经济实惠,操作简便,S7-200在中小规模的自动化项目中得到了广泛应用。
随着工业自动化技术的发展,S7-200也不断地进行升级改进,以满足日益复杂的控制系统需求。通过本章节的学习,读者将能够理解S7-200在自动化控制中的角色,为深入学习S7-200编程打下坚实的基础。
# 2. S7-200编程基础
## 2.1 基本的数字和模拟指令
数字和模拟指令是S7-200 PLC编程中最基础也是应用最广泛的指令类型。它们主要涉及的是开关量输入输出、模拟量信号的处理等。
### 2.1.1 开关量输入输出指令
开关量输入输出指令是实现基本控制逻辑的核心。开关量输出可以控制执行机构的动作,如电机启动和停止。开关量输入则用于监测外部信号,如按钮的按下和传感器的状态。
#### 示例代码块:
```plaintext
// 开关量输入示例代码
// 检测输入I0.0是否为高电平
IF "I0.0" THEN
// 执行相关操作
END_IF;
// 开关量输出示例代码
// 将输出Q0.0设为高电平,启动电机
"Q0.0" := TRUE;
```
在上述代码中,我们首先检查输入I0.0的状态,如果为高电平,则执行后续操作。同时,我们也展示了如何控制输出Q0.0,将其设置为高电平以启动相关设备。这些基础指令的逻辑非常直观,构成了自动化控制逻辑的基础。
### 2.1.2 模拟量信号处理
模拟量信号处理涉及到如温度、压力、流量等连续信号的采集和控制。S7-200通过专用的模拟输入模块可以读取这类信号,并通过模拟输出模块进行控制。
#### 示例代码块:
```plaintext
// 模拟量输入处理示例代码
// 读取模拟输入AIW0的值,并进行范围限制
IF "AIW0" < #LOW_LIMIT THEN
"AIW0" := #LOW_LIMIT;
ELSIF "AIW0" > #HIGH_LIMIT THEN
"AIW0" := #HIGH_LIMIT;
END_IF;
// 模拟量输出示例代码
// 将模拟输出AQW0的值设为AIW0的值
"AQW0" := "AIW0";
```
在模拟量信号处理中,我们通常会限制输入信号的范围以避免执行机构做出过激反应。此外,我们还可以将模拟输出值设为输入值,用于执行连续调节操作。
## 2.2 计时器和计数器指令
计时器和计数器是PLC编程中实现定时和计数功能的重要指令。它们用于执行时间相关和计数相关的控制逻辑。
### 2.2.1 定时器的原理和应用
定时器可以设置一个时间间隔,在这个时间间隔结束后执行相应的操作。例如,我们可能需要在一定时间后关闭电机,以避免长时间运行导致的过热问题。
#### 示例代码块:
```plaintext
// 定时器应用示例代码
// 设置定时器,当开关量输入I0.0为真时启动
IF "I0.0" THEN
"T0" := #TIMER_SET_VALUE;
ELSE
"T0" := 0;
END_IF;
// 当定时器完成计时,执行相关操作
IF "T0" THEN
// 执行定时后的操作
END_IF;
```
在这里,我们使用了定时器T0,并根据输入I0.0的状态启动或重置定时器。定时器结束后,根据设定的逻辑执行相应操作。计时器在很多应用场合都非常关键,比如在产品装配线上实现定时启动或停止。
### 2.2.2 计数器的原理和应用
计数器用于统计过程中的事件发生次数。它在包装、分拣等场合中应用广泛,能够确保物品被正确计数和处理。
#### 示例代码块:
```plaintext
// 计数器应用示例代码
// 在每次传感器检测到物品时增加计数
IF "I0.1" THEN
"C0" := "C0" + 1;
END_IF;
// 当计数达到预设值时执行操作
IF "C0" = #COUNTER_SET_VALUE THEN
// 执行预定的操作
END_IF;
```
在这个计数器的使用场景中,我们设置了一个计数器C0来统计通过传感器I0.1检测到的物品数量。当计数达到预设值时,执行相应的操作,如停止传送带或者分拣机。
## 2.3 高级数据操作指令
在复杂的控制系统中,高级数据操作指令能够完成复杂的数据传送、转换、比较和运算任务。
### 2.3.1 数据传送和转换
数据传送指令用于在PLC的存储区之间移动数据,而数据转换指令可以将数据从一种格式转换为另一种格式,如将十进制数转换为十六进制数。
#### 示例代码块:
```plaintext
// 数据传送示例代码
// 将输入整数值传送到输出区域
"MW10" := "MD14";
// 数据转换示例代码
// 将二进制数据转换为十六进制表示
"MD16" := BCD_TO_INT("MD18");
```
在数据传送操作中,我们将MD14区域的整数值传送到MW10区域。对于数据转换,我们使用BCD_TO_INT函数将BCD格式的MD18区域的数据转换为整数,并将其存储在MD16区域中。
### 2.3.2 数据比较和运算
数据比较指令可以比较两个数的大小或检查一个数是否在某个范围内。而数据运算则可以完成加、减、乘、除等数学运算。
#### 示例代码块:
```plaintext
// 数据比较示例代码
// 比较两个数值是否相等
IF "MD20" == #COMPARISON_VALUE THEN
// 如果相等,则执行相关操作
END_IF;
// 数据运算示例代码
// 完成加法运算
"MD22" := "MD20" + "MD21";
```
在此段代码中,我们首先比较MD20与一个预设值是否相等,如果相等则执行某个操作。而在数据运算中,我们进行两个数值的加法运算,并将结果存储在MD22区域。
这些高级数据操作指令提高了PLC程序处理复杂数据任务的能力,从而在自动化控制系统中执行更为复杂的控制逻辑和算法。
# 3. S7-200指令的实际应用案例
在第三章中,我们将深入探讨S7-200指令在实际应用案例中的运用,揭示如何将理论知识转化为实际操作。案例分析将帮助读者更好地理解如何在不同场景下应用S7-200指令,从而提高编程效率和控制系统的可靠性。
## 3.1 简单控制系统的编程实例
### 3.1.1 点亮和熄灭灯的控制逻辑
一个简单的控制系统案例是通过PLC来控制灯光的亮和灭。这里我们将介绍如何使用S7-200的开关量输出指令来控制一个连接到PLC的继电器,从而点亮和熄灭灯泡。
```plaintext
// 示例伪代码
// 点亮灯泡
SET Q0.0
// 熄灭灯泡
RESET Q0.0
```
上述代码中的 `SET` 和 `RESET` 是S7-200的开关量输出指令。`Q0.0` 是PLC输出端口的地址。当我们需要点亮灯泡时,执行`SET`指令,当需要熄灭灯泡时,执行`RESET`指令。
### 3.1.2 温度控制系统案例
温度控制是工业自动化的常见应用。在该案例中,我们利用S7-200的模拟输入指令来读取温度传感器的数据,并根据预设的目标温度通过PID算法调整继电器的开关状态,控制加热器或冷却设备。
```plaintext
// 示例伪代码
// 读取温度传感器数据
L MD10
// 比较当前温度与目标温度
CMP <目标温度值>
// 如果当前温度低于目标温度,激活加热器
CALL SUBrutine_Heat
// 如果当前温度高于目标温度,激活冷却器
CALL SUBrutine_Cool
```
在该代码段中,`L`指令用于加载(Load)数据,`MD10`是存储温度传感器读数的内部存储地址。`CMP`指令用于比较数据,`<目标温度值>`需要预先设定。根据比较结果,通过调用子程序来激活加热器或冷却器。
## 3.2 中级应用案例
### 3.2.1 流水线控制系统编程
在现代化的工厂中,流水线的自动控制对于提高生产效率至关重要。S7-200的计时器和计数器指令可以帮助我们实现这一目标。以下是一个流水线控制的简化示例:
```plaintext
// 示例伪代码
// 启动传送带
T1 5s // 设置计时器T1,5秒后超时
// 启动计数器
C1
// 当计时器超时且计数器值小于设定值时
IF T1 AND C1 < 设定值 THEN
SET Q1.0 // 启动传送带
INC C1 // 计数器加一
ENDIF
```
在这里,我们使用`T1`作为计时器,设定为5秒后超时。`C1`作为计数器,每次超时后计数器加一。当计时器超时且计数器值小于设定值时,传送带启动。
### 3.2.2 水泵控制系统案例
在许多工业过程中,需要控制水泵的启停以保持水位在一个理想的范围内。使用S7-200的模拟量输入指令可以读取水位传感器的数据,并控制水泵的开关。
```plaintext
// 示例伪代码
// 读取水位传感器数据
L MD20
// 比较水位与高低水位设定值
CMP <高水位设定值> AND <低水位设定值>
// 如果水位过低则启动水泵
IF <水位> < <低水位设定值> THEN
SET Q2.0
ENDIF
// 如果水位过高则停止水泵
IF <水位> > <高水位设定值> THEN
RESET Q2.0
ENDIF
```
在该代码段中,`MD20`是存储水位传感器数据的内部存储地址。通过`CMP`指令比较当前水位与预设的高低水位设定值。当水位低于设定值时启动水泵,高于设定值时停止水泵。
## 3.3 高级应用案例
### 3.3.1 自动包装机的PLC实现
自动包装机的PLC实现涉及到多个传感器和执行器的协同工作。例如,使用S7-200实现一个自动化的包装线,需要考虑到产品检测、计数、包装和分选等步骤。
```plaintext
// 示例伪代码
// 产品检测传感器
IF I0.0 THEN // 假设I0.0连接产品检测传感器
// 计数器加一
INC C1
// 启动包装设备
SET Q0.0
// 延时完成包装动作
T1 1s // 假设T1为1秒的计时器
RESET Q0.0 // 停止包装设备
ENDIF
```
在上述示例中,我们首先检查产品检测传感器`I0.0`的状态,如果检测到产品,则计数器`C1`加一,并启动`Q0.0`对应的包装设备。在包装动作完成之后,计时器`T1`用于控制包装设备的动作时间。
### 3.3.2 智能存储系统案例
智能存储系统是一种先进的物料搬运系统,可以大幅度提升仓库的管理效率。在该系统中,S7-200不仅用于控制输送带的运动,还需与条码扫描器和数据库交互,以实现物料的追踪和管理。
```plaintext
// 示例伪代码
// 读取条码信息
L MD30 // 假设MD30是存储条码扫描器信息的地址
// 查询数据库,验证条码信息
IF VALIDATE BARCODE(MD30) THEN
// 将物料送至指定位置
SET Q1.0
// 更新库存信息
UPDATE DATABASE(Q1.0)
ENDIF
```
在智能存储系统的PLC程序中,`MD30`存储了条码扫描器获取的物料信息。使用`VALIDATE BARCODE`函数对条码信息进行验证,如果验证成功,则启动`Q1.0`对应的输送带将物料送往指定位置,并使用`UPDATE DATABASE`函数更新数据库中的库存信息。
通过上述示例案例,我们深入探讨了S7-200指令在不同复杂程度的实际应用场景。每个案例都展示了如何将S7-200的基本指令和高级功能结合,以解决实际问题。在下一章节,我们将继续深入探索S7-200指令的高级功能与技巧。
# 4. S7-200指令的高级功能与技巧
在深入探讨了S7-200的基本编程和应用案例之后,本章节将介绍S7-200指令的高级功能与技巧。这些内容将帮助IT和自动化领域的专业人员,尤其是拥有5年以上经验的工程师,理解并掌握S7-200系统更复杂的操作,从而在工业自动化领域取得更深入的进展。
## 4.1 数字通信与指令
### 4.1.1 MPI和Profibus通信协议
在工业自动化领域,系统间的数据通信至关重要。S7-200通过支持多种工业通信协议,如MPI(多点接口)和Profibus等,确保与不同设备之间的数据交换和协同工作。使用这些协议,工程师可以实现设备间的高速通信,并将S7-200系统集成到更广泛的自动化网络中。
MPI是一种用于S7-200和S7-300/400系列PLC之间的通信标准。它支持点对点的通信,并能进行多点通信。通过MPI网络,可以对S7-200进行编程、参数设定、数据读取和写入等操作。
Profibus是一种广泛应用于工业现场总线的通信协议,它具有高度的灵活性和可靠性。Profibus-DP(Decentralized Peripherals)特别适用于连接分布式I/O设备到中央控制器。S7-200通过集成的Profibus-DP接口支持这一协议,实现与更复杂自动化设备的通信。
### 4.1.2 网络指令的使用和注意事项
为了有效利用MPI和Profibus协议,工程师需要熟悉相关的网络指令。在S7-200中,例如发送(TSEND)和接收(TRCV)指令允许用户进行数据的发送和接收。而使用网络读写(NCK)指令,可以在网络上的不同设备间读写数据。
在使用这些网络指令时,需要注意以下事项:
- 网络连接的稳定性和可靠性对于数据通信的准确性至关重要。确保网络电缆质量良好,连接正确无误。
- 网络配置和地址分配必须正确。错误的配置可能导致通信故障。
- 在通信繁忙的网络中,要注意避免数据冲突和拥堵,合理规划通信协议和时间。
- 考虑到安全性,使用加密和认证机制保护数据传输,防止数据泄露或被篡改。
## 4.2 编程工具和软件的使用
### 4.2.1 STEP 7 Micro/WIN软件的界面和功能
STEP 7 Micro/WIN是S7-200系列PLC的编程软件。它提供了直观的用户界面,使得用户可以轻松创建、测试和调试程序。软件的主要功能包括:
- **图形化编程界面**:支持梯形图(Ladder Diagram,LD)、功能块图(Function Block Diagram,FBD)和语句列表(Statement List,STL)等多种编程语言。
- **在线监视和调试**:提供在线监视和调试功能,允许用户实时查看和修改程序运行状态。
- **数据管理**:可以对PLC中的数据进行归档和管理。
- **程序管理**:支持程序的下载、上传、备份和恢复。
### 4.2.2 程序的下载、调试与监控
编程完成后,需要将程序下载到S7-200 PLC中并进行调试和监控。以下是详细步骤:
1. **连接设备**:通过PC/PG接口将计算机与S7-200 PLC连接。
2. **打开STEP 7 Micro/WIN软件**:启动软件并打开对应的项目文件。
3. **下载程序**:使用软件的“Download”功能将程序下载到PLC。
4. **调试程序**:执行“Debug”功能,设置断点、单步执行程序,监视变量状态和输出结果。
5. **监控运行**:通过“Monitor & Modify”功能实时监控PLC的运行情况,实时修改变量值进行测试。
在进行程序下载、调试和监控时,需要注意以下几点:
- 确保所有设备已正确断电,避免在带电情况下进行连接或操作,以防损坏硬件。
- 在下载程序前,请确认目标PLC型号与程序兼容。
- 调试期间,应小心谨慎,避免产生对现场设备或人身安全造成风险的操作。
- 监控和修改时,应确保参数设置符合实际设备的工作要求。
## 4.3 故障诊断与维护
### 4.3.1 常见故障的诊断方法
故障诊断是自动化系统维护的重要环节。针对S7-200 PLC,以下是一些常见的故障诊断方法:
- **状态指示灯观察**:首先观察PLC上的状态指示灯,如电源灯、运行灯等,快速识别系统是否正常通电,以及是否处于运行状态。
- **故障代码分析**:使用编程软件读取PLC中的错误代码,根据故障代码的提示,对可能的问题进行定位。
- **程序逻辑测试**:通过模拟输入和输出检查程序逻辑是否按预期工作。
- **硬件检查**:对硬件部件进行物理检查,包括电缆连接、接口板卡和外围设备等。
### 4.3.2 系统的维护和优化
定期进行系统维护和优化,可以显著提高S7-200 PLC系统的稳定性和效率。以下是一些建议:
- **备份程序**:定期备份PLC程序,以便在出现故障时可以迅速恢复到正常状态。
- **软件更新**:保持STEP 7 Micro/WIN软件的最新状态,以获得最佳的兼容性和功能。
- **硬件升级**:根据系统需求,对老旧的硬件部件进行更换或升级。
- **性能监控**:定期检查系统性能,如CPU负载和响应时间,确保系统运行在最佳状态。
- **文档记录**:记录维护和故障处理过程,为未来的维护工作提供参考。
通过上述的高级功能与技巧,我们能够更进一步地了解如何高效地使用S7-200指令,以及如何处理和维护系统。这对于在自动化领域寻求精进的专业人员来说,是必不可少的技能和知识。
在下一章节中,我们将展望S7-200编程的未来趋势与展望,探讨工业4.0与S7-200的融合,以及S7-200的替代品和未来发展方向。
# 5. S7-200编程的未来趋势和展望
随着技术的不断进步,工业自动化领域也在经历着前所未有的变革。在这一进程中,S7-200作为一款经典的可编程逻辑控制器(PLC),其发展也呈现出新的趋势和展望。本章节将探讨工业4.0的概念如何与S7-200融合,并且展望S7-200的替代品和未来的发展方向。
## 5.1 工业4.0与S7-200的融合
### 5.1.1 工业互联网的概念及其在S7-200中的应用
工业互联网是工业4.0的核心概念之一,它通过物联网、大数据、云计算等技术的集成,实现工厂设备的智能化、网络化和信息化。将工业互联网的概念与S7-200融合,意味着要在现有的PLC控制基础上,引入更多智能元素和网络功能。
为了实现这一点,S7-200需要升级其网络通信模块,以支持更高级别的工业通信协议,比如OPC UA。通过这样的升级,S7-200不仅能够更加容易地与其他设备和系统进行数据交换,而且也能够在工业网络中更加安全和高效地传输信息。
此外,S7-200需要与MES(制造执行系统)和ERP(企业资源计划)系统等更高级别的企业软件集成,以实现生产数据的实时监控和分析。这种集成将使S7-200不再是独立的控制单元,而是成为整个工厂智慧化生产网络中的一个节点。
### 5.1.2 智能制造与PLC编程的关系
智能制造是工业4.0的终极目标之一,其核心在于通过信息技术对制造过程进行优化。在这一目标下,PLC编程需要具备更高的灵活性和可扩展性,以便应对不断变化的生产需求。
为了适应智能制造的趋势,S7-200的编程模式需要从传统的硬编程转变为软编程。这意味着编程需要更多的模块化和参数化,以便于在不改变物理连接的情况下,通过软件配置来调整生产逻辑和流程。这不仅能够缩短生产准备时间,还能够增强系统的灵活性和适应性。
此外,编程还需要结合机器学习和人工智能的技术。通过分析大量的生产数据,PLC能够预测设备故障、优化生产流程和提高产品质量。这将要求S7-200在处理数据和执行算法方面提供更多的支持。
## 5.2 S7-200的替代品和未来发展方向
### 5.2.1 新型PLC的特点和优势
随着技术的发展,市场上出现了众多新型PLC产品,它们通常拥有更高的处理速度、更大的内存容量以及更加丰富的网络通信功能。例如,西门子的SIMATIC S7-1200系列和S7-1500系列,它们支持PROFINET、PROFIBUS等协议,并且能够通过TIA Portal(Totally Integrated Automation Portal)进行编程和配置。
新型PLC的优势主要体现在以下几个方面:
- **性能提升**:更快的CPU和更大的存储空间使得新型PLC能够处理更复杂的控制任务。
- **模块化设计**:模块化的硬件设计使得系统更加灵活,易于扩展和维护。
- **集成通信功能**:集成的通信接口和协议支持使得新型PLC能够更加便捷地接入工业互联网。
- **高级软件功能**:如程序的版本管理、数据记录和配方管理等功能的集成,提高了自动化系统的整体性能。
### 5.2.2 未来自动化控制技术趋势预测
展望未来,自动化控制技术将主要朝着智能化、模块化和网络化的方向发展。下面简要分析一下这三个方面的发展趋势:
- **智能化**:通过集成先进的数据分析、机器学习和人工智能算法,PLC将能够进行更高级的决策支持,实现生产过程的智能化控制。
- **模块化**:未来的PLC将更加注重模块化设计,以适应灵活多变的生产需求。模块化不仅体现在硬件上,软件上的模块化也同样重要,以便快速部署和维护。
- **网络化**:随着5G技术的推广,PLC的网络化将更加高效和稳定。此外,网络化也意味着PLC将更容易与云平台、物联网设备等进行集成,实现更高级别的自动化和信息化。
在未来,S7-200及其替代品将继续扮演关键角色,与各种先进技术融合,共同推动工业自动化走向更加智能、高效和可持续发展的未来。
# 6. S7-200编程的进阶技巧和优化
随着自动化技术的不断演进,对S7-200的编程要求也在不断提高。掌握进阶技巧和优化方法,可以使得控制系统的性能更加稳定,响应速度更快,维护也更为方便。本章节将深入探讨S7-200编程的进阶技巧和优化策略。
## 6.1 编程结构的优化
在编写程序时,合理的程序结构能够提升代码的可读性和维护性,同时也能对程序的执行效率产生正面影响。
### 6.1.1 使用功能块
功能块是S7-200编程中一种重要的代码封装方式。通过将常用的功能逻辑封装成功能块,可以提高代码复用率,减少冗余代码。下面是一个简单的功能块示例,用于控制电机的启停。
```plaintext
FUNCTION_BLOCK MotorControl
VAR_INPUT
Start : BOOL;
Stop : BOOL;
END_VAR
VAR_OUTPUT
Motor : BOOL;
END_VAR
VAR
MotorStatus : BOOL;
END_VAR
BEGIN
IF Start AND NOT Stop THEN
MotorStatus := TRUE;
ELSIF Stop THEN
MotorStatus := FALSE;
END_IF;
Motor := MotorStatus;
END_FUNCTION_BLOCK
```
### 6.1.2 模块化编程
模块化编程是指将程序分解为多个独立模块的过程。每个模块完成特定的功能,并通过接口与其他模块通信。这样不仅可以提高编程的组织性,还可以便于后期的调试和维护。比如,可以为每个传感器、执行器或子系统编写独立的程序模块。
## 6.2 数据结构的优化
合理地使用数据结构可以大幅提高数据处理的效率,特别是在处理大量数据时。
### 6.2.1 使用数据块
数据块(Data Blocks, DB)是S7-200中用于存储数据的块,通过使用数据块可以有效地管理和优化数据存储。数据块可以包含各种数据类型,包括数字、布尔值、定时器、计数器等。下面是一个数据块的示例代码:
```plaintext
DATA_BLOCK DB1
BEGIN
InputData : ARRAY [1..10] OF INT; // 定义一个整型数组
OutputData : ARRAY [1..10] OF BOOL; // 定义一个布尔型数组
END_DATA_BLOCK
```
### 6.2.2 数据表的使用
在进行复杂数据处理时,使用数据表(如数组或结构体数组)能够提升处理效率。数据表可以快速访问和更新数据,特别适用于需要按照特定顺序处理数据的场景。
## 6.3 性能优化策略
性能优化是提高系统响应速度和稳定性的重要环节。一些常见的性能优化策略包括指令优化、循环处理优化等。
### 6.3.1 指令级优化
指令级优化主要是针对关键路径上的指令进行分析和改进。比如,减少不必要的数据读写操作,使用直接寻址代替间接寻址等。
```plaintext
// 优化前
LD M0.0
OUT Q0.0
// 优化后,直接操作输出
OUT Q0.0
```
### 6.3.2 循环优化
在处理循环逻辑时,应尽量减少循环内的操作,避免在循环体内进行复杂计算,减少跳转指令的使用,以减少处理器的负担。
```plaintext
// 循环优化示例
FOR Index := 1 TO 100 DO
// 执行简单的操作
END_FOR;
```
通过以上策略的实施,能够有效提升S7-200编程的性能。在实际应用中,应根据具体的应用场景和需求来选择合适的优化方法。对于自动化控制系统的编程,进阶技巧和优化工作是持续且必要的,它涉及到对系统性能的深入理解和对工艺流程的精确掌握。掌握这些技能,不仅可以显著提升控制系统的性能,还可以为未来的技术升级奠定坚实的基础。
在下一章节中,我们将探讨S7-200编程在特定行业应用中的实践案例,并着重分析如何将上述优化策略应用于实际编程中,以及这些优化带来的实际效果。

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
Camstar PortalStudio 定制化秘籍:打造专属制造业解决方案
参考资源链接:[Camstar PortalStudio中文用户手册(7H.1版):快速入门与合规指南](https://wenku.csdn.net/doc/6412b511be7fbd1778d41d31?spm=1055.2635.3001.10343)
# 1. Camstar PortalStudio概述
## 1.1 Camstar PortalStudio简介
Cam
【PC-DMIS软件安装终极指南】:一次掌握安装调试的全面技巧

参考资源链接:[PC-DMIS软件详细安装教程](https://wenku.csdn.net/doc/6479984d543f8444881ba1fa?spm=1055.2635.3001.10343)
# 1. PC-DMIS软件概览
PC-DMIS,作为一款领先的坐标测量机(CMM)软件,自1989年推出以来,已经成为全球范
KT0803L硬件安装指南
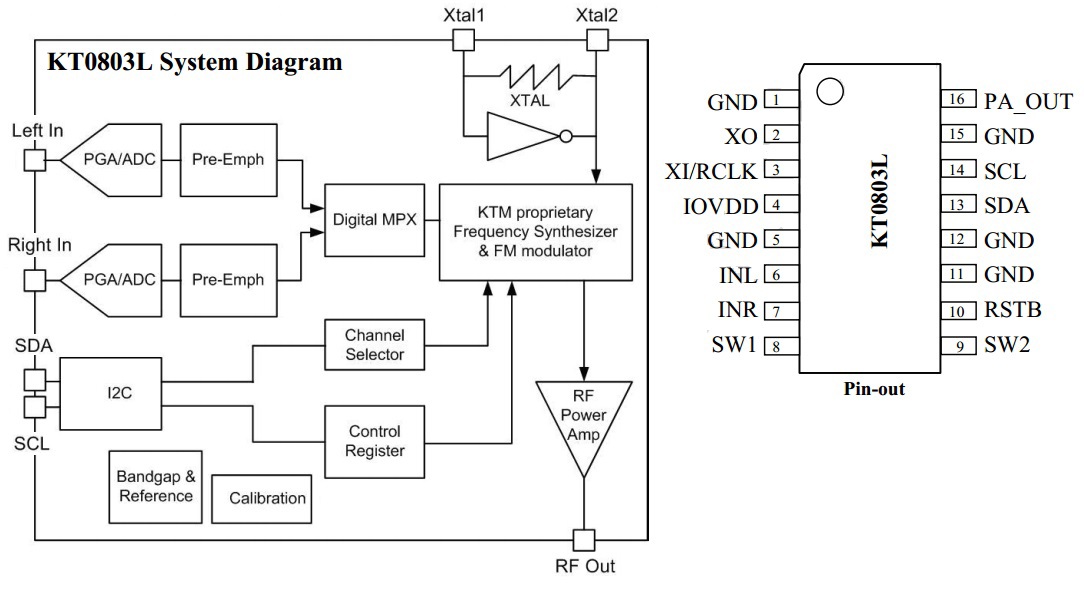
参考资源链接:[昆腾微电子KT0803L:低成本数字立体声调频发射机详解](https://wenku.csdn.net/doc/6412b78fbe7fbd1778d4abab?spm=1055.2635.3001.10343)
# 1. KT0803L硬件介绍
## 概述
KT0803L是一款专为工业控制和数据采
Jade结晶度分析秘籍:专家手把手教你优化实验设计
参考资源链接:[Jade软件教程:计算结晶度与X射线衍射分析](https://wenku.csdn.net/doc/3u47ezevrx?spm=1055.2635.3001.10343)
# 1. Jade结晶度分析概述
## 1.1 结晶度分析的重要性
在材料科学和工程领域,结晶度的测定对于理解材料的微观结构和预测其宏观性能至关重要。结晶度直接关联着材料的机械、化学、光学和电学性质,因此,精确地分析材料的结晶度对于材料设计和性能优化有着不可替代的作用。Jade结晶度分析作为一种先进的技术,已经成为工业和研究领域不可或缺的工具。
## 1.2 研究背景
随着科技的进步和工业的需求,
【Outlook 2016数据路径调整】:从新手到专家的全面解析,提升效率的实战指南

参考资源链接:[Outlook2016:更改.ost文件保存位置指南](https://wenku.csdn.net/doc/252naskqv6?spm=1055.2635.3001.10343)
# 1. Outlook 2016基础概述
在本章中,我们将对Microsoft Outlook 2016进行基础性介绍,这是IT专业人员经常使用的一款强大的邮件管理软件
NIRS_SPM噪声管理:3步骤提高信噪比,优化数据分析

参考资源链接:[NIRS_SPM软件详细操作指南:从数据转换到分析](https://wenku.csdn.net/doc/68ump9mpyi?spm=1055.2635.3001.10343)
# 1. NIRS_SPM噪声管理概述
在现代神经科学研究中,近红外光谱成像(NIRS)是一种非侵入性技术,它能够探测大脑活动。而统计
操作系统教程第六版:习题精解,基础知识与高级概念全面掌握

参考资源链接:[《操作系统教程》第六版习题详解及答案](https://wenku.csdn.net/doc/6cpyvn61k0?spm=1055.2635.3001.10343)
# 1. 操作系统的基本概念和功能
## 1.1 操作系统的定义和目标
操作系统(Operating System,OS)作为计算机系统的核心软件,负责管理计算机硬件资源和
Step7变量导出高级技巧:面向对象编程中的变量封装艺术
参考资源链接:[Step7变量导出工具S7VarExport:简化Wincc集成](https://wenku.csdn.net/doc/646f0af5d12cbe7ec3f18ff6?spm=1055.2635.3001.10343)
# 1. 面向对象编程中的变量封装概念
封装是面向对象编程(OOP)的核心概念之一,它指将数据(或状态)和操作数据的方法
【PLC编程黄金法则】:IEC61131-2标准下的代码编写与调试技巧
参考资源链接:[IEC 61131-2 PLC编程标准更新:软件架构与测试要求](https://wenku.csdn.net/doc/6412b705be7fbd1778d48cf2?spm=1055.2635.3001.10343)
# 1. PLC编程基础与IEC61131-2标准概述
## 1.1 PLC编程简介
可编程逻
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )