【故障排除的逻辑】:FANUC 0i-MF系统常见问题的4步诊断与快速解决
发布时间: 2024-11-30 08:51:48 阅读量: 29 订阅数: 28 
参考资源链接:[FANUC 0i-MF 加工中心系统操作与安全指南](https://wenku.csdn.net/doc/6401ac08cce7214c316ea60a?spm=1055.2635.3001.10343)
# 1. FANUC 0i-MF系统故障诊断基础
## 1.1 FANUC 0i-MF系统概述
FANUC 0i-MF作为一款广泛应用的数控系统,其稳定性对于保障生产至关重要。本章将为大家梳理FANUC 0i-MF系统故障诊断的基本概念,为后续深入分析提供理论基础。
## 1.2 故障诊断的重要性
故障诊断是确保数控设备正常运行的关键环节。通过对FANUC 0i-MF系统进行故障诊断,能够及时发现并解决问题,预防潜在故障的发生,从而延长设备的使用寿命。
## 1.3 故障诊断的方法论
本章节将介绍一些基础的故障诊断方法论,包括但不限于系统状态指示灯解读、系统报警信息分析和用户操作日志检查。这些方法的掌握将有助于IT专业人员高效定位问题,为后续的故障排除提供有力支持。
# 2. 初步诊断与信息收集
在这一章节中,我们将探讨如何在面对FANUC 0i-MF系统出现故障时进行初步诊断与信息收集。通过解读系统状态指示灯、分析系统报警信息以及检查用户操作日志,可以快速定位问题,为后续的深入分析和故障修复提供基础。
### 2.1 系统状态指示灯解读
#### 2.1.1 了解各指示灯的含义
在FANUC 0i-MF系统中,状态指示灯是诊断问题的第一道窗口。不同颜色和闪烁模式的指示灯表示了系统不同的工作状态。常见的指示灯包括:
- 绿色运行指示灯:表示系统正常运行。
- 橙色报警指示灯:提示系统存在报警状态。
- 黄色维护/提示灯:显示维护提示或系统状态警告。
- 红色急停指示灯:表明系统触发了紧急停止。
#### 2.1.2 利用指示灯快速定位问题
在出现故障时,首先要观察系统状态指示灯。例如,如果橙色报警指示灯亮起,系统将进入报警状态,这可能是由于硬件问题、软件错误或参数设置不当导致的。通过指示灯的指示,技术人员可以迅速进行针对性检查,比如检查对应报警编号,查看机床手册,找到报警代码代表的故障点。
### 2.2 系统报警信息分析
#### 2.2.1 报警信息的基本理解
FANUC 0i-MF系统通过报警信息告知操作员和维修人员系统中发生的异常情况。每种报警都有唯一的报警代码和描述,这些报警信息对于故障诊断至关重要。
要查看报警信息,操作员需要进入机床的诊断界面。如果系统提示“ALM XX”,则表示有报警发生,其中“XX”代表报警编号。需要记录下报警编号,根据机床手册或者系统内置的报警列表进行查阅,以便找到对应的解释和可能的解决方法。
#### 2.2.2 典型报警信息的案例分析
举个例子,报警号“116”通常提示软限位超限。软限位是用户定义的程序执行范围限制。当程序中的坐标移动超出了软限位设定值时,系统就会触发这个报警。解决这类问题通常需要检查程序是否正确,或调整软限位参数,确保它们设置得当。
### 2.3 用户操作日志检查
#### 2.3.1 如何查看操作日志
用户操作日志记录了所有通过操作面板进行的操作,如程序的调用、修改、删除等。通过分析操作日志,我们可以找到可能引起故障的操作行为。
查看操作日志通常需要进入系统的日志查看模式,该模式记录了操作时间、操作类型和操作内容等信息。在FANUC系统中,操作员可以通过按下特定的“DGNOS”或“LOG”按钮来访问这些日志信息。
#### 2.3.2 日志信息在故障诊断中的应用
操作日志信息在故障诊断中非常有用,尤其是对于程序相关的问题。例如,如果系统突然停止工作,我们可以通过操作日志追踪到上一个操作行为,以判断是否是由于该操作导致的问题。如果一个不熟悉的新程序被加载后系统发生了问题,那么通过检查程序的调用记录,可能就能够找到问题所在。
### 2.4 代码块实例与逻辑分析
在诊断系统时,我们可能需要读取一些特定的系统变量或执行一些诊断程序。例如,下面的代码段可以用来读取系统的运行状态变量:
```ladder
// 读取系统状态变量
VAR
SystemStatus : DINT; // 系统状态变量的变量名
END_VAR
SystemStatus := #5001; // #5001是系统状态变量的地址
// 判断系统是否处于报警状态
IF SystemStatus AND 16#40 THEN
// 如果报警指示灯亮起,系统状态变量中第6位会为1
// 在这里添加处理报警的逻辑
END_IF
```
在上面的代码块中,我们首先定义了一个变量`SystemStatus`用于存储系统状态寄存器的值。通过读取特定地址(#5001)的值,可以检查系统是否触发了报警。如果第六位(16#40)为1,表示系统处于报警状态,接下来就需要根据报警信息进行进一步的诊断。
通过上述方法,我们可以逐步建立一个清晰的诊断流程,从初步的故障定位到最终的问题解决。在下一章中,我们将深入探讨如何进行系统状态的深入分析与故障点确认。
# 3. 深入分析与故障点确认
## 3.1 参数设置与系统配置审核
### 3.1.1 参数设置的基本原则和步骤
在自动化控制领域,参数设置是确保设备按照预期运行的基础。对于FANUC 0i-MF系统,参数的配置尤其重要,因为不当的设置可能导致系统故障或者性能下降。在深入分析故障点时,首先需要审视的就是参数的设置。
#### 参数设置的原则:
- 确保参数与机床的具体配置和功能需求相匹配。
- 遵循FANUC提供的标准设置和指导方针。
- 对于定制化的参数修改,必须记录下来,以便于未来的追踪和调试。
- 在修改参数之前应备份当前设置,以防止意外情况造成更严重的问题。
#### 参数设置的步骤:
1. **登录系统:** 在系统处于待机状态时,通

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
《FANUC 0i-MF 操作手册》专栏深入探讨了 FANUC 0i-MF 系统的方方面面,为用户提供全面的指南。从故障排除的逻辑到编程范式的进化,再到人机交互的发展和机器学习的应用,专栏涵盖了各种主题。它还探讨了系统集成的挑战、可持续发展与自动化、预测性维护策略和高级控制算法,为用户提供了优化系统性能和提高生产力的宝贵见解。通过提供实践案例分析和专家方法论,该专栏成为 FANUC 0i-MF 系统用户不可或缺的资源。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
VMware vSphere 6.7 高可用性配置详解:掌握业务连续性最佳实践

# 摘要
VMware vSphere 6.7的高可用性功能对于确保企业虚拟化环境中的业务连续性至关重要。本文介绍了vSphere高可用性(HA)的理论基础,包括其架构组件、配置步骤、高级配置选项及故障排除技巧。通过对故障切换与恢复过程、资源监控、策略
【JavaScript寻宝游戏秘籍】:手把手教你打造完整游戏体验

# 摘要
本文详细介绍了构建JavaScript寻宝游戏的全过程,从基础架构的搭建到核心功能的实现,再到游戏扩展功能的开发、性能优化与调试,最后至游戏的发布与维护。重点讨论了游戏元素与环境的设置、JavaScript与HTML5技术的融合应用、游戏逻辑的编程基础以及用户交互机制的设计。此外,本文还探讨了游戏性能的优化策略、调试技巧以及版本迭代和用户反馈的重要性。通过整合多个方面,为游
【PCB设计优化】:Same Net Spacing规则深度解析,打造性能卓越的电路板
# 摘要
本文全面介绍了Same Net Spacing规则的理论基础、设计实践以及高级应用。首先概述了Same Net Spacing的基本概念和其在电路板设计中的重要性,接着详细探讨了信号完整性和阻抗控制对线间距设计的影响,以及Same Net Spacing规则的具体定义和目的。此外,文章还分析了规则对
【CMD自动化脚本进阶】:从入门到高级应用的全方位指南

# 摘要
本文系统地介绍了CMD自动化脚本的基础概念、编写技巧、语法解析以及高级功能和实践应用。首先,文章阐述了如何搭建CMD脚本的基础环境,并介绍了基本的命令和语法。接着,详细探讨了变量、参数处理和流程控制的编写技巧。进一步地,文章深入分析了CMD脚本在文件系统操作、网络和系统管理、错误处理及日志记录方面的高级应用。最后,探讨了脚本的优化方法,包括模块化、性能优化、安全性和权限
软件设计模式深度剖析:7大模式在实际项目中的关键应用案例
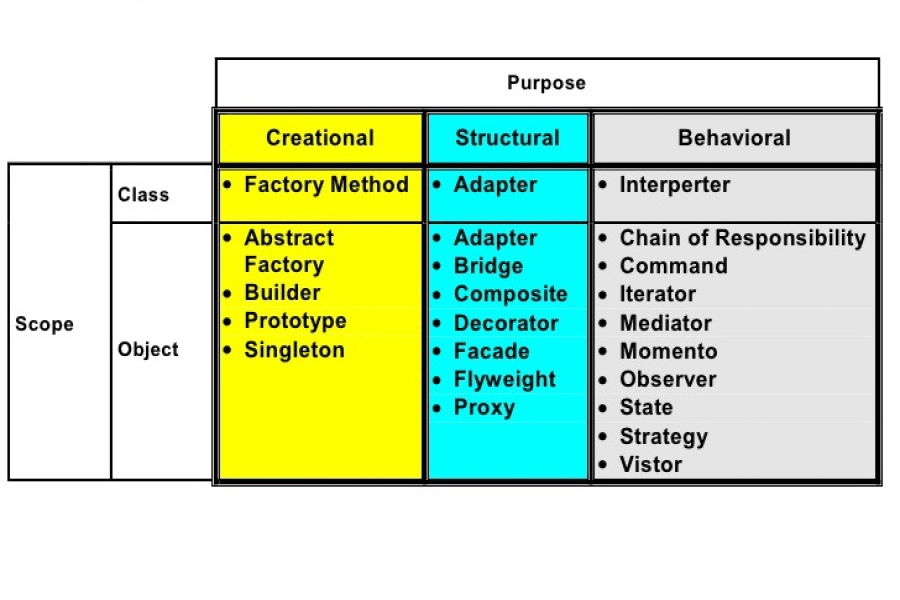
# 摘要
设计模式作为软件工程中解决常见问题的模板,已在软件设计与开发领域广泛应用。本文系统性地介绍了软件设计模式的分类与应用,包括创建型、结构型、行为型设计模式,并通过实际项目案例深入分析了每种模式的概念、特点及应用场景。文章进一步探讨了设计模式在框架开发、微服务架构和代码重构中的综合应用,以及现代软件开发环境下设计模式面临的挑战和未来发展趋势。通过本文
构建3轴云台:STM32F303硬件连接与布局技巧的终极指南

# 摘要
本文主要介绍了基于STM32F303微控制器的云台系统的设计与实现。首先对STM32F303的基础知识和云台系统进行了概述。接着,详细阐述了硬件连接的实践技巧,包括核心组件的连接要点、电源管理、电机控制接口设计、传感器集成以及信号线保护。文章第三部分则着重讨论了PCB布局技巧,包括布局前的准备、高性能信号布局和热
Jade 6.5新特性深度解析:全面提升数据库性能与安全性

# 摘要
Jade 6.5版本在数据库技术领域引入了多项新特性和改进,旨在提升数据库性能、增强安全性并扩展应用深度。本文首先概述了Jade 6.5的新特性,随后深入探讨了其数据库性能提升的原理,包括引擎优化、缓存机制和并发控制的改进。进一步地,文章分析了增强数据库安全性的策略,重点介绍了访问控制、数据保护措施以及防御高级安全威胁的技
【Vue.js完美预览PDF】:揭秘PDF渲染技术的7个实用策略
# 摘要
随着Web应用的日益普及,Vue.js与PDF渲染技术的结合变得尤为重要。本文首先介绍了PDF文件格式和Vue.js框架的理论基础,随后深入探讨了在Vue.js项目中渲染PDF文档的实用策略。本研究不仅涵盖了使用第三方库进行PDF渲染和自定义渲染组件的实践技
【Python JSON解析秘籍】:破解"Expecting value"错误之谜
# 摘要
JSON作为轻量级的数据交换格式,广泛应用于Web API的数据交换中,并在Python等编程语言中得到支持和处理
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )