金属切削技术与可乐满铣削刀具解析
需积分: 10 142 浏览量
更新于2024-07-26
收藏 2.78MB PDF 举报
"该资源是一份关于金属切削技术的资料,特别关注山特维克可乐满刀具的切削参数选择。内容涵盖了金属切削的基础知识,包括铣削原理、铣削运动的分类、可转位刀具与整体硬质合金立铣刀的区别、顺铣与逆铣的操作、铣削要素的详细解释,如平均铣屑厚度、铣削公式以及铣削计算方法。资料还探讨了不同类型的铣削工序,如圆刀片铣刀和球头刀的应用,以及两种螺旋差补铣等特殊铣削方式。此外,资料介绍了基本铣削要素,如转速、线速度、刀具直径、每齿进给量、工作台进给、有效齿数、径向切深和轴向切深,并提到了山特维克可乐满的CoroMill产品的价值和设计特点。"
在金属切削技术中,铣削是一种常见的加工方式,涉及到刀具与工件之间的相对运动,用于去除材料形成所需的形状。山特维克可乐满是知名的刀具制造商,其提供的刀具样本集详细列出了不同切削参数的选择指南,帮助用户根据具体工况优化加工效果。
铣削运动通常分为主要运动和进给运动。主要运动是刀具旋转,而进给运动是刀具相对于工件的直线或曲线运动。铣削可分为顺铣和逆铣,顺铣时切削刃进入工件的方向与切屑流动方向相同,逆铣则是相反。顺铣通常提供更好的表面质量,但可能对刀具寿命有影响。
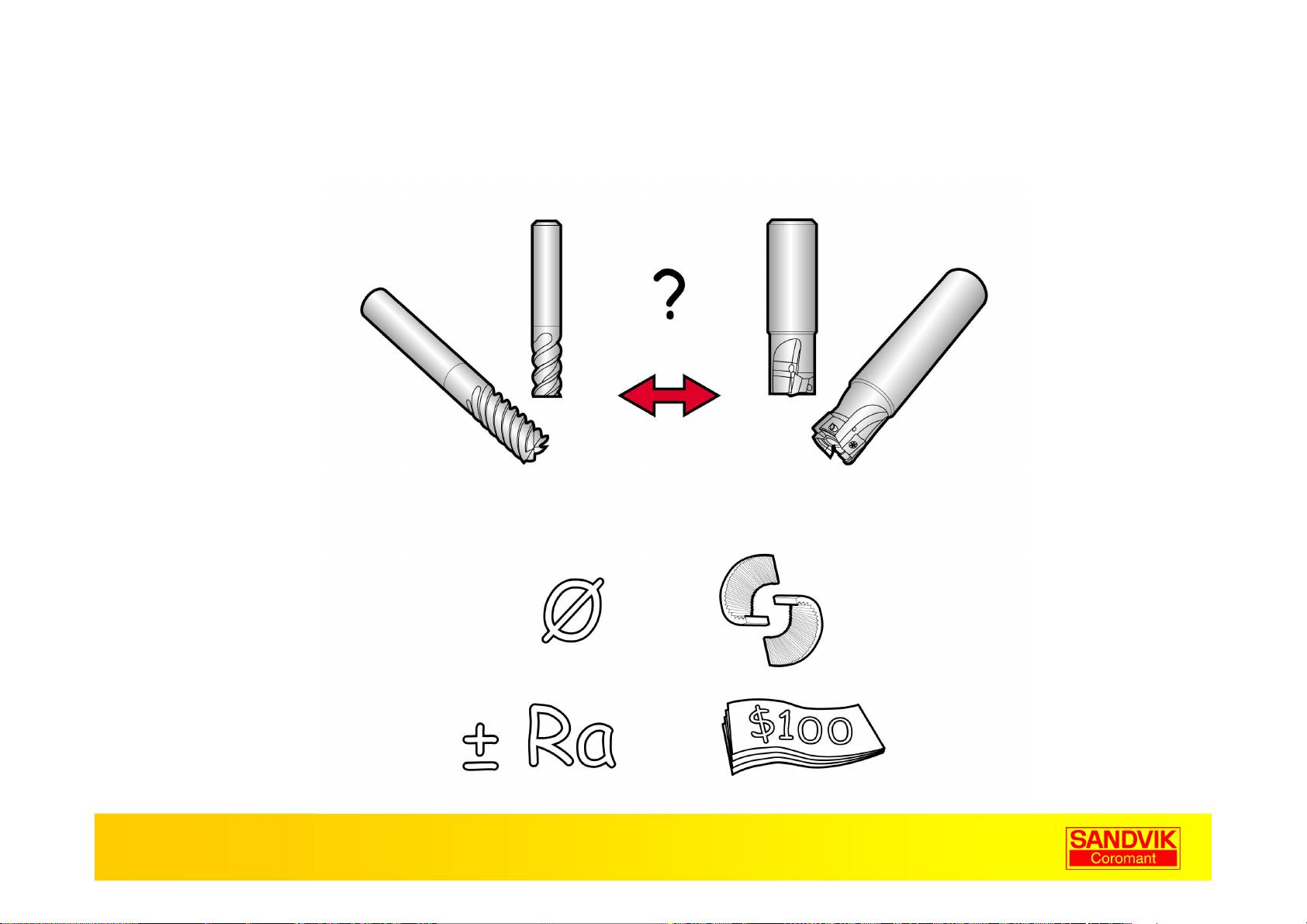
可转位刀具和整体硬质合金立铣刀各有优缺点,前者可以更换磨损的刀片,后者则在某些情况下能提供更一致的切削性能。铣削过程中,平均铣屑厚度、每齿进给量、工作台进给等参数的设定至关重要,它们直接影响到加工效率、精度和刀具寿命。
铣削计算涉及到如转速、线速度和刀具直径等基本参数的计算,以确保合适的切削条件。例如,线速度(vc)由刀具直径(Dc)和转速(n)计算得出,而工作台进给(vf)则通过每齿进给量(fz)、每转进给(fn)和有效齿数(zn)来确定。
CoroMill是山特维克可乐满的一种产品系列,以其正前角设计、淬硬钢刀体、优化设计和加工技术、多样化的齿数选择以及适应不同加工需求的特性而受到认可。理解这些基本概念和参数对于提高金属切削过程的效率和质量具有重要意义。
9
CoroMill 价值
价值价值
价值
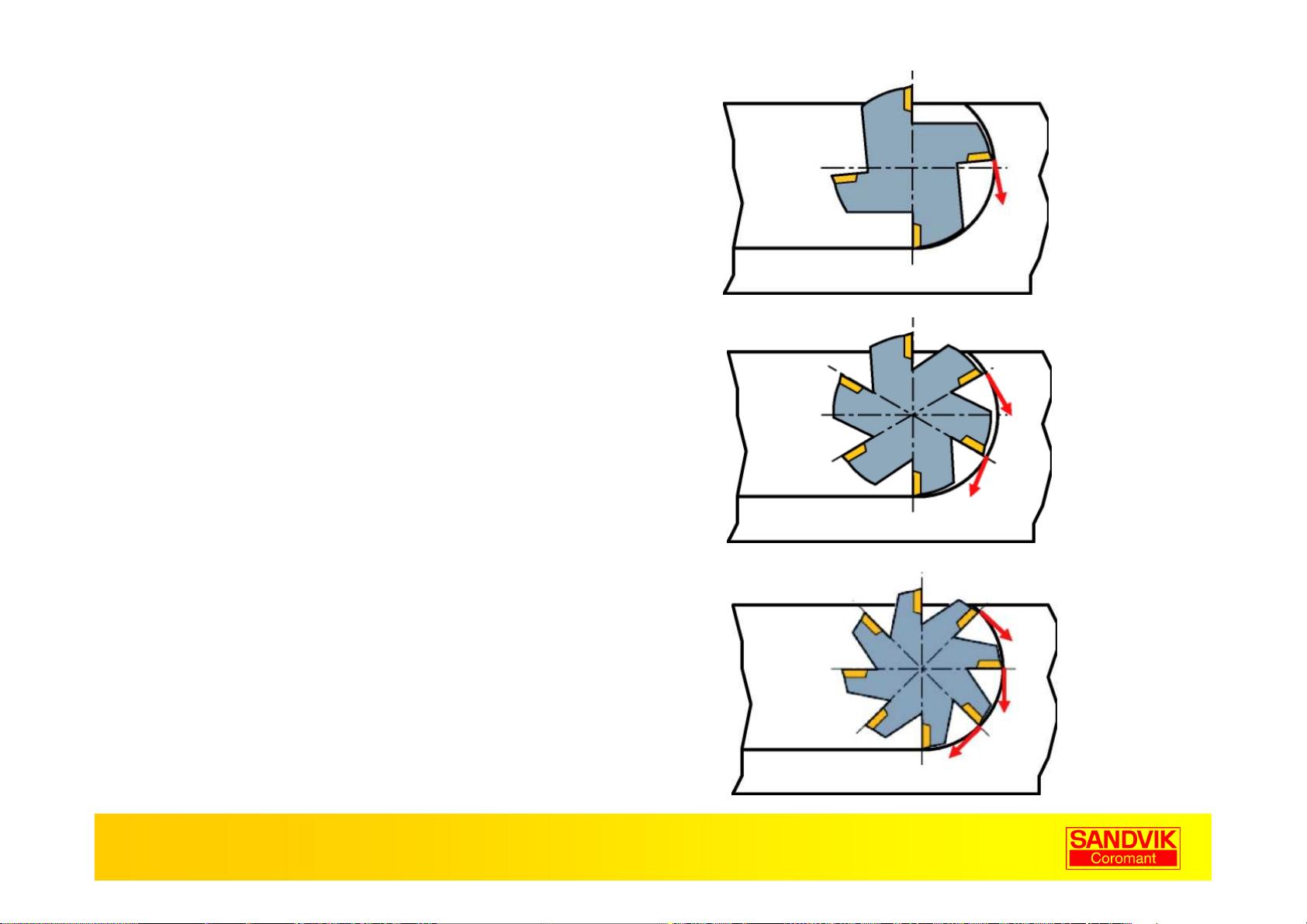
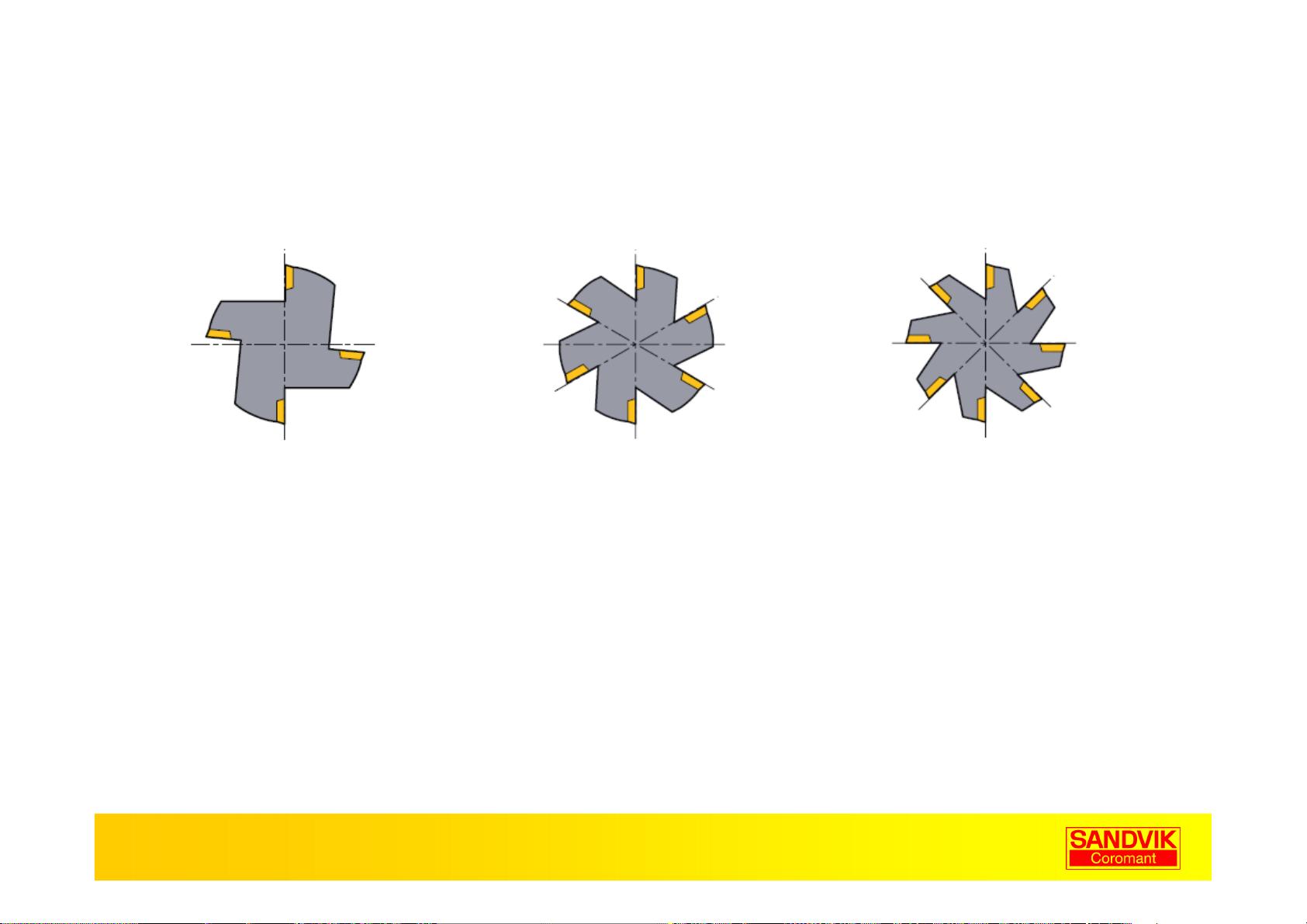
可选的齿数
选择不同次数的影响如下: -
效率
– Q = v
f
x a
p
x a
e
– v
f
= n x z
n
x f
z
稳定性
– 功率和扭矩消耗随齿数增加而增加
降低切削力 = 降低振动
排屑
– 齿数越密,排屑槽越小,那么排屑越困难。
疏齿
疏齿疏齿
疏齿 - L
密齿
密齿密齿
密齿 - M
超密齿
超密齿超密齿
超密齿 - H
剩余52页未读,继续阅读
2021-10-04 上传
2022-07-13 上传
2023-03-29 上传
2023-08-26 上传
2023-09-20 上传
2023-09-08 上传
2023-07-31 上传
2023-09-27 上传
2023-07-16 上传

slg0202
- 粉丝: 1
- 资源: 13
 我的内容管理
展开
我的内容管理
展开







最新资源
- AirKiss技术详解:无线传递信息与智能家居连接
- Hibernate主键生成策略详解
- 操作系统实验:位示图法管理磁盘空闲空间
- JSON详解:数据交换的主流格式
- Win7安装Ubuntu双系统详细指南
- FPGA内部结构与工作原理探索
- 信用评分模型解析:WOE、IV与ROC
- 使用LVS+Keepalived构建高可用负载均衡集群
- 微信小程序驱动餐饮与服装业创新转型:便捷管理与低成本优势
- 机器学习入门指南:从基础到进阶
- 解决Win7 IIS配置错误500.22与0x80070032
- SQL-DFS:优化HDFS小文件存储的解决方案
- Hadoop、Hbase、Spark环境部署与主机配置详解
- Kisso:加密会话Cookie实现的单点登录SSO
- OpenCV读取与拼接多幅图像教程
- QT实战:轻松生成与解析JSON数据
