精密工程设计:现状、趋势与分析
"Design for Precision: Current Status and Trends"
本文主要探讨了精密机械设计的当前状态和未来发展趋势,由P. Schellekens、N. Rosielle、H. Vermeulen、M. Vermeulen、S. Wetzels和W. Pril等来自荷兰埃因霍温科技大学精密工程系的专家共同撰写。文章指出,精密工程领域的设计师们目前将重复性置于设计的首要位置。在精密机械和仪器的设计中,为了达到超精密的性能,设计师们遵循一系列经过时间检验的设计规则、模式或原则。
论文摘要中提到,为了适应不断发展的设计理念或验证其适用性,需要对不同的概念、系统和组件进行建模和分析。这种分析投入是必要的,可以避免不适当设计的实现,从而节省成本。然而,创新在此过程中显得更为重要,通过寻找非局部优化的解决方案,可以在保持精度的同时降低成本。
全球范围内的精密工程师对设计原则有着共识,但挑战在于如何创造性地应用这些原则,以实现深思熟虑的设计。在当今最精确的机器中,先进的补偿技术被广泛应用,以进一步提高精度和性能。这可能包括误差修正、动态稳定性和材料科学的最新进展,例如纳米级的制造工艺和智能材料的应用。
发展趋势方面,随着科技的进步,精密机械设计正朝着更小型化、更集成化的方向发展,同时伴随着更高的动态性能和稳定性。此外,随着计算能力的增强,仿真工具在设计过程中的作用日益显著,能够帮助预测和优化设备的行为。机器学习和人工智能也逐渐融入到设计流程中,以辅助复杂系统的优化和故障预测。
未来的精密设计将更加注重可持续性和能源效率,这要求在保持高精度的同时,减少能源消耗和环境影响。此外,随着全球化竞争的加剧,快速响应市场变化和定制化需求的能力也将成为精密机械设计领域的一大挑战。
精密机械设计的现状表明,重复性和创新是成功的关键,而未来的发展趋势将围绕着更高精度、更高效能、更环保和更智能的设计方法展开。
lead
to
changes in the temperature profile in the machine.
This may cause unequal thermal expansion rates in a
thermal loop, due
to
different thermal time constants
of
machine components, (see section
5.5).
Hence
Donaldson strongly recommends, as a principle in his
publication about Machine Tools [Donaldson, 19801 to
take the heat out at the source. Wetzels experienced a
thermo-mechanical stability problem with an integrated
heat source. After having removed this source thermal
drift was reduced with one order [Wetzels, 19981.
Internal heat disturbances have responses that can be
middled and compensated partially (See section
6).
However environmental temperature variations can only
be responsive and not predictive, because the input is
unknown [de Bra, 19981.
3.4
Structural
loop
According
to
[ANSI, 19921 a structural loop is defined as
'an assembly of mechanical components, which maintain
relative position between specified objects. A typical pair
of specified objects is a cutting
tool
and a workpiece: the
structural loop includes the spindle shaft, the bearings and
housing, the slide ways and frame, the drives, and the tool
and work-holding fixtures'. All mechanical components
and joints in the propagation path from the drive
to
the
point of reaction, e.g. the end-effector (cutting
tool
or
probe) or the centre of gravity, must have a high stiffness
to
avoid deformations under changing load. The design of
a machine or an instrument contains one or more
structural loops.
Essential in recognising good structural loop design is the
split-up in series and parallel paths. Along a series path
stiffness should not change
to
abruptly. Improvement of
the series path
is
possible by stiffening the most compliant
part preferably by 'transferring' material from more rigid
parts. Parallel path improvement is in contrary done by
improving the stiffest part further, preferably -for a system
with equal mass- at the cost of more compliant parallel
paths.
Due
to
physical limitations, the measuring system of a
closed loop system is unavoidably located at a certain
distance from the end effector. In addition
to
good
structural loop design, the path between measuring
system and end-effector has to be as stiff as possible to
minimise deviations, e.g. by minimising the length of this
path, called the 'measuring circle' [Kunzmann, 19961.
3.5
Metrology frame
A metrology frame is a reference frame for displacement-
measurements, independent
of
the machine base, i.e. the
external forces upon the metrology system must be
constant [Bryan, 1979bl. DeBra suggests to see the
metrology frame as an example of a broader principle, i.e.
the principle of 'separate functions' [DeBra, 19981. In fact
the routes for force and position information are
disconnected, an idea which is present as well in the
design of the rotary table of fig. 5.8 [Philips, 19941.
In
[Teague, 1989-1 9971 historical applications of the
'metrology frame' are discussed,
to
overcome the problem
of deformation of machine parts. The first example of a
metrology frame found
so
far is on the Rogers-Bond
Universal Comparator [Rogers, 18831. More recent
examples are found at NlST in measuring machines by
Hocken et al, at NPL in interferometric time standard
comparators, at LLNL
in
the 'Ultimat' CMM [Bryan,
1979b], the 84" SPDTM [Bryan, 1979al and the LODTM
[Donaldson,
19801, and at Cranfield Precision in the
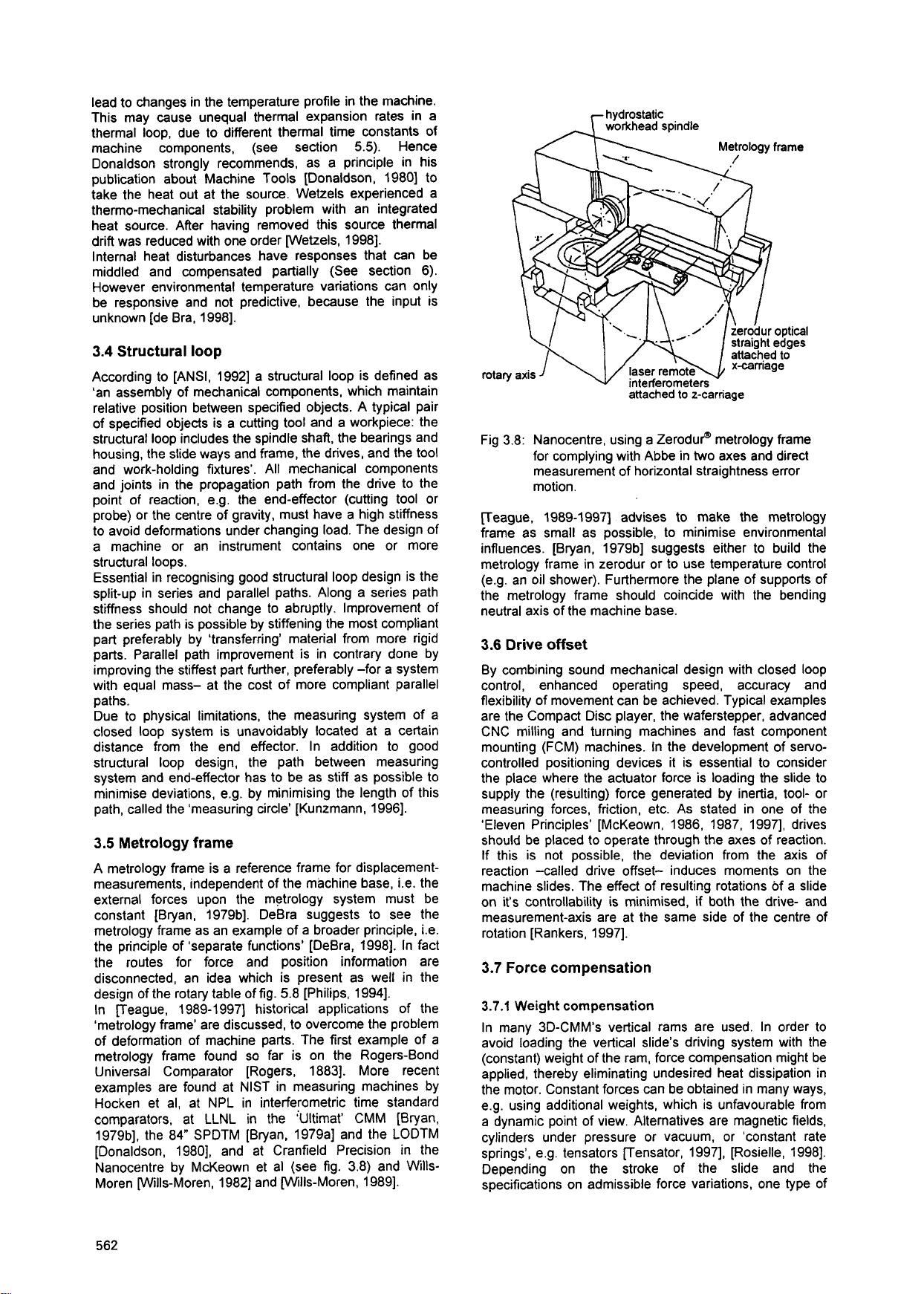
Nanocentre by McKeown et al (see fig. 3.8) and
Wills-
Moren [Wills-Moren, 19821 and [Wills-Moren, 19891.
hydrostatic
-r
workhead spindle
\
Metrology frame
Gal
es
attached
to
z-carriage
Fig 3.8: Nanocentre, using a Zerodup metrology frame
for complying with Abbe in two axes and direct
measurement of horizontal straightness error
motion.
reague, 1989-19971 advises to make the metrology
frame as small as possible,
to
minimise environmental
influences. [Bryan, 1979bl suggests either
to
build the
metrology frame
in
zerodur or
to
use temperature control
(e.g. an oil shower). Furthermore the plane of supports
of
the metrology frame should coincide with the bending
neutral axis of the machine base.
3.6
Drive
offset
By combining sound mechanical design with closed loop
control, enhanced operating speed, accuracy and
flexibility of movement can be achieved. Typical examples
are the Compact Disc player, the waferstepper, advanced
CNC milling and turning machines and fast component
mounting (FCM) machines. In the development of servo-
controlled positioning devices it is essential
to
consider
the place where the actuator force is loading the slide to
supply the (resulting) force generated by inertia,
tool-
or
measuring forces, friction, etc. As stated in one of the
'Eleven Principles' [McKeown, 1986, 1987, 19971, drives
should be placed to operate through the axes of reaction.
If this is
not possible, the deviation from the axis of
reaction -called drive offset- induces moments on the
machine slides. The effect of resulting rotations of a slide
on
it's
controllability is minimised, if both the drive- and
measurement-axis are at the same side of the centre of
rotation [Rankers, 19971.
3.7
Force compensation
3.7.1
Weight compensation
In many 3D-CMM's vertical rams are used. In order
to
avoid loading the vertical slide's driving system with the
(constant) weight of the ram, force compensation might be
applied, thereby eliminating undesired heat dissipation in
the motor. Constant forces can be obtained in many ways,
e.g. using additional weights, which is unfavourable from
a dynamic point of view. Alternatives are magnetic fields,
cylinders under pressure or vacuum, or 'constant rate
springs', e.g. tensators [Tensator, 19971, [Rosielle, 19981.
Depending on the stroke of the slide and the
specifications on admissible force variations, one type of
562
剩余29页未读,继续阅读
2020-10-20 上传
2018-05-11 上传
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情

zouji9598
- 粉丝: 1
- 资源: 3
 我的内容管理
展开
我的内容管理
展开







最新资源
- NIST REFPROP问题反馈与解决方案存储库
- 掌握LeetCode习题的系统开源答案
- ctop:实现汉字按首字母拼音分类排序的PHP工具
- 微信小程序课程学习——投资融资类产品说明
- Matlab犯罪模拟器开发:探索《当蛮力失败》犯罪惩罚模型
- Java网上招聘系统实战项目源码及部署教程
- OneSky APIPHP5库:PHP5.1及以上版本的API集成
- 实时监控MySQL导入进度的bash脚本技巧
- 使用MATLAB开发交流电压脉冲生成控制系统
- ESP32安全OTA更新:原生API与WebSocket加密传输
- Sonic-Sharp: 基于《刺猬索尼克》的开源C#游戏引擎
- Java文章发布系统源码及部署教程
- CQUPT Python课程代码资源完整分享
- 易语言实现获取目录尺寸的Scripting.FileSystemObject对象方法
- Excel宾果卡生成器:自定义和打印多张卡片
- 使用HALCON实现图像二维码自动读取与解码
