KRC4伺服焊钳配置指南:WorkVisual与KCP设置步骤
需积分: 22 142 浏览量
更新于2024-07-16
2
收藏 11.34MB PDF 举报
"KRC4伺服焊钳配置.pdf"
在配置KUKA库卡机器人(KRC4版本)的伺服焊钳时,整个过程涉及到多个步骤,主要包括WorkVisual 4.0软件的设置、机器人和焊钳样本的加载、连接、参数配置以及KCP(KUKA Control Panel)上的实际操作。以下将详细介绍这些步骤:
1. 启动WorkVisual 4.0:首先打开WorkVisual软件,并加载机器人项目。这通常涉及选择正确的项目文件,确保与您使用的机器人型号匹配。
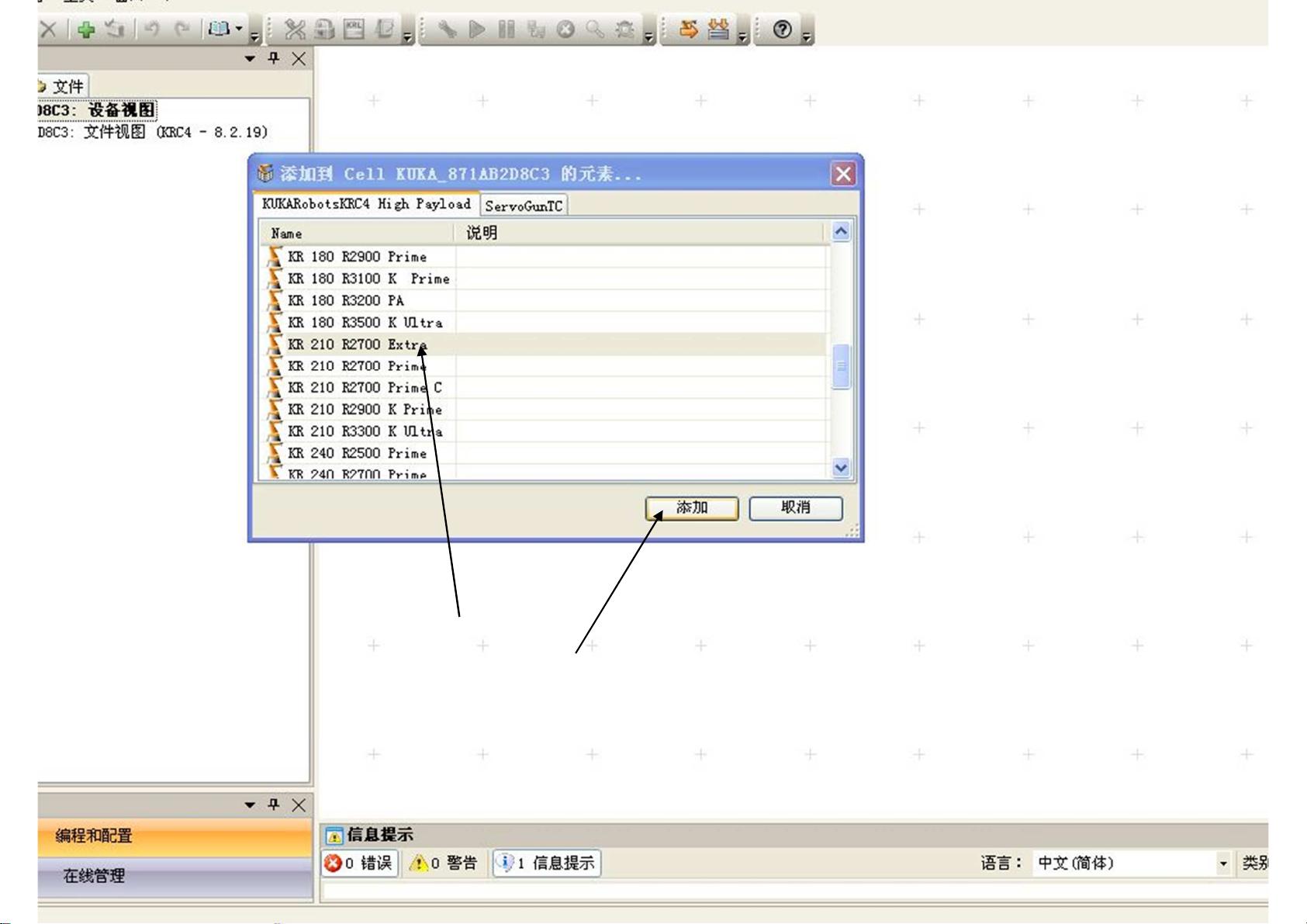
2. 加载机器人样本:在WorkVisual中,选择"菜单",点击"加载机器人样本",选择对应的机器人本体样本,如KR210R2700,并进行加载。
3. 加载焊钳样本:接下来,加载焊钳样本,这一步中要从伺服点焊包中选择AFC文件。确保选用的是适合您的焊钳型号的样本。
4. 激活控制器:加载完成后,右键点击项目,选择"设为激活的控制器"或直接双击项目,以激活控制器。
5. 连接编辑器:在编辑器菜单中,选择相应的连接选项,点击"连接"以建立与机器人的通信。
6. 机器参数配置:进入"机器参数配置"界面,配置焊钳的相关参数,如减速比、最大开口距离、负软限位等。减速比的数据应根据焊钳自带的文档来填写,而最大开口距离和负软限位可能需要经验值辅助确定。
7. KCP操作:在KCP上,按照指定菜单顺序操作,计算并输入减速比,同时记录下来用于后续项目配置。还要设置电机的额定转速、软限位等。
8. 补偿方式:在编辑器中,选择机器人补偿方式,并保存设置,然后生成代码并下载到机器人控制器。
9. 零点校正:通过KCP进行首次校正零点,使用千分表确保电极帽对齐,选择焊钳类型(C或X),并设定TCP运动方向。
10. 压力参数:设置压力表厚度,初始化压力通常设为1,选择5P测试模式,根据焊钳最大压力设置测试输出压力。完成后保存设置。
11. 压力测试:运行特定程序,进行压力测试,记录五个数据,测试结束后移除压力表,让焊钳回到零点位置。
12. 计算和保存:输入测试的五个数据,点击“计算”,保存设置并退出。
以上是KRC4伺服焊钳配置的详细步骤。在整个过程中,准确配置参数和正确操作KCP至关重要,因为这些都会直接影响到焊接的质量和效率。务必参考焊钳提供的文档和附件来获取精确的数值,以确保焊钳能够正常、高效地工作。
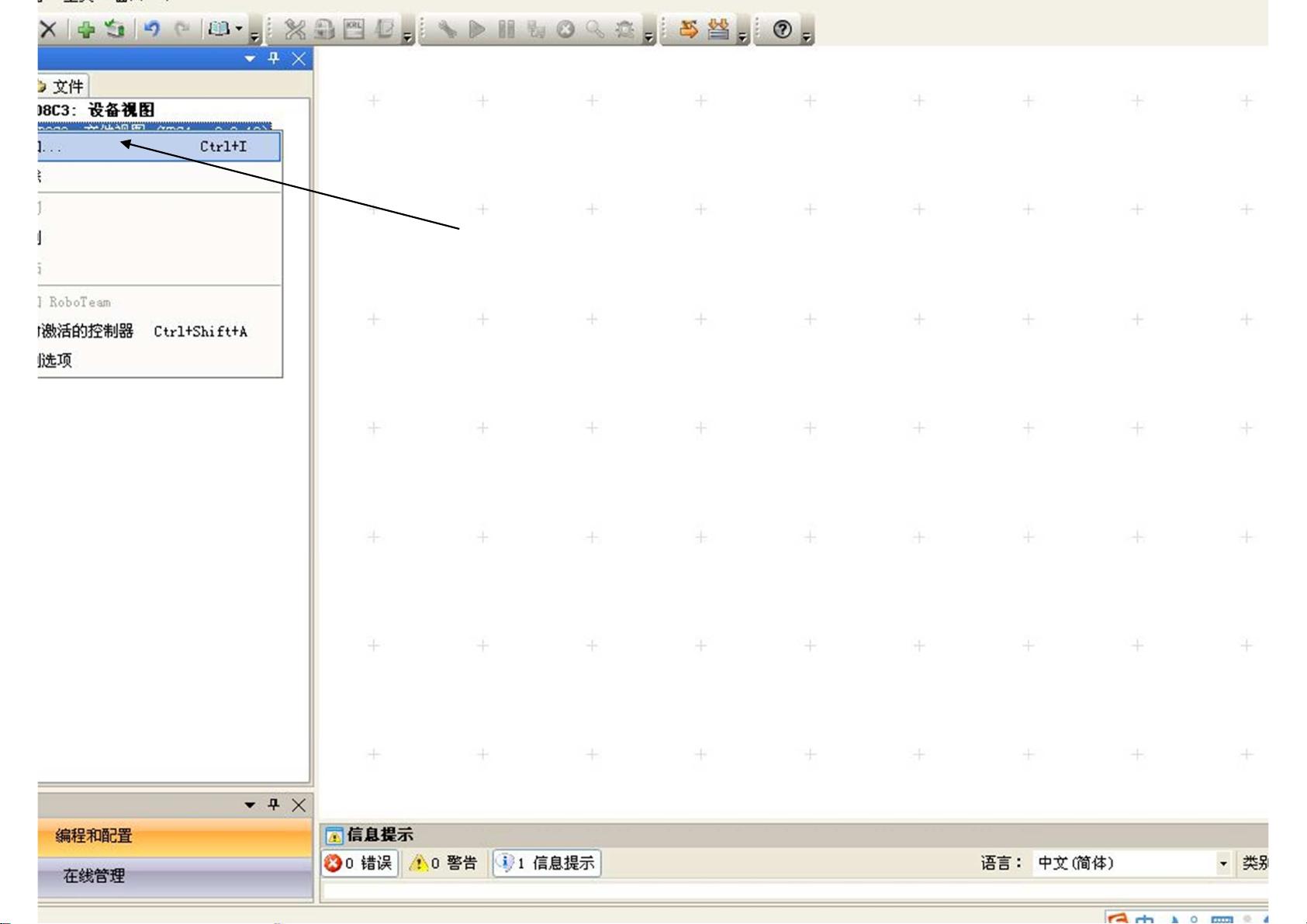
右键点击项目,添加样本
剩余41页未读,继续阅读
102 浏览量
249 浏览量
187 浏览量
213 浏览量
338 浏览量
187 浏览量
2024-11-05 上传
134 浏览量

yinlin101
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- Perl 二十四小时搞定
- 简明 Python 教程 《a byte of python》中译本
- 3G技术普及手册(华为内部版)
- 广告公司固定管理系统-需求分析
- 相当全面的J2EE面试题!!!
- rails_plugins_presentation.pdf
- SOA 案例研究:不同应用程序的集成组织
- ajax--dwr测试
- Servlet_JSP
- java struts 教程
- Struts 中文简介
- 五星_中兴《GSM移动通信基本知识》_
- 数据库第四版答案 大学教材课后答案
- 正则表达式30分钟入门教程
- 三级C语言上机南开100题(2009年终结修订word版).doc
- 基于IBM DS4500磁盘阵列的配置实验
