数控机床多轴控制技术:专家解读最新控制策略
发布时间: 2025-01-03 09:47:51 阅读量: 23 订阅数: 20 

驾驭动力之芯:PIC微控制器电机控制实战指南

# 摘要
本论文全面概述了数控机床多轴控制技术,包括基础理论、控制算法、实践应用以及最新技术进展。首先介绍了数控机床的工作原理及其多轴控制的关键技术,随后探讨了控制算法基础,如插补算法、多轴同步控制原理和误差补偿技术。实践应用章节则着重于多轴数控机床的调试过程和在复杂零件加工中的应用。进一步,本文分析了数控机床多轴控制技术的最新发展,如人工智能技术和高级自适应控制技术的集成应用,以及智能化、自动化、绿色制造的发展趋势。最后,通过专家经验分享和案例分析,提供了对成功和失败案例的深入见解。
# 关键字
数控机床;多轴控制;控制算法;误差补偿;人工智能;智能化控制;绿色制造
参考资源链接:[台湾新代数控系统操作指南](https://wenku.csdn.net/doc/9cch4sbzh8?spm=1055.2635.3001.10343)
# 1. 数控机床多轴控制技术概述
## 1.1 数控机床的多轴控制技术定义
数控机床的多轴控制技术是指使用计算机编程技术对机床进行控制,使其能够精确加工出复杂形状的零件。这通常涉及到三个或更多数量的轴向运动,使机床能够实现更复杂的加工动作和更精细的加工质量。
## 1.2 数控机床多轴控制的应用价值
这项技术的应用价值在于显著提升生产效率和加工精度,同时可以减少加工过程中对操作人员技能的依赖。多轴机床尤其在航空、汽车和模具制造业等领域发挥着至关重要的作用,能够加工出传统机床无法实现的复杂形状。
## 1.3 技术发展趋势与挑战
随着技术的不断发展,多轴控制技术正朝着更高的自动化和智能化方向发展。然而,这也带来了对控制系统稳定性和精度要求的提升,以及对操作人员专业技能要求的增加,构成了当前行业面临的主要挑战。
# 2. 数控机床多轴控制的基础理论
数控机床多轴控制技术的发展,是制造业进步的重要标志之一。其能够实现对机床更精确的定位、更高效率的加工以及更复杂的零件成形,这在高端制造领域尤为关键。要深入理解这项技术,我们需要掌握其基础理论和工作原理。
## 2.1 数控机床的工作原理
### 2.1.1 数控系统的组成
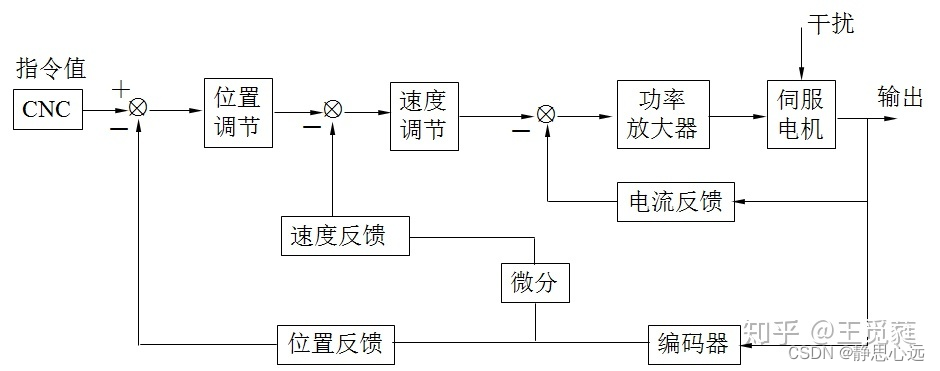
数控系统是数控机床的大脑,它决定了机床的性能和功能。一个典型的数控系统主要由以下几个部分组成:
- **数控装置(CNC)**:是数控机床的核心部分,通常包含微处理器和控制软件,用于处理加工程序并生成相应的控制信号。
- **伺服系统**:包括伺服电机和驱动器,用于根据CNC发出的指令精确地移动机床的各个轴。
- **输入/输出装置**:用于操作人员输入指令、程序和参数,以及显示机床状态和故障信息。
- **反馈系统**:包括编码器等传感器,负责实时监控机床各轴的位置和速度,反馈给数控装置以实现闭环控制。
### 2.1.2 多轴控制的关键技术
多轴控制技术的关键在于同时控制多个运动轴的精确联动,以及实现复杂的路径规划和误差补偿。以下是几个关键技术点:
- **路径规划**:确保刀具按照预定的路径移动,实现高效和精确的加工。
- **同步控制**:协调各轴运动,确保加工的同步性和一致性。
- **动态误差补偿**:实时计算并补偿机械热变形、伺服延迟等动态误差。
## 2.2 数控机床控制算法基础
### 2.2.1 插补算法的基本概念
插补算法是数控机床中的核心技术之一,它能够根据编程路径对刀具的移动轨迹进行细分和精确控制。基本概念涉及以下几点:
- **线性插补**:适用于直线加工,通过计算两端点的坐标插值得到路径上其他点的位置。
- **圆弧插补**:用于圆弧加工,根据起点、终点、半径等参数计算圆弧上各点坐标。
- **样条曲线插补**:为复杂的曲线加工提供了一种高阶的插补方式,可以实现更加平滑的曲线。
### 2.2.2 多轴同步控制原理
多轴同步控制是通过精确控制每个轴的运动来实现的。它的原理如下:
- **时序控制**:各轴之间根据加工程序的要求在正确的时间点启动和停止运动。
- **速度匹配**:保证各轴以相同或按比例的速度运动,以实现预定的路径。
- **动态补偿**:对加工过程中出现的偏差进行实时计算和修正。
### 2.2.3 误差补偿技术
误差补偿技术是提高加工精度的重要手段,它通过对误差的预测和补偿来校正加工过程中产生的偏差。常见的误差补偿技术包括:
- **热变形补偿**:通过温度传感器监测机床发热情况,并实时调整运动轴的参数来补偿热变形。
- **反向间隙补偿**:通过预先测量并记录轴的反向间隙,当轴反向运动时,对位置进行补偿以消除间隙影响。
- **刀具磨损补偿**:根据刀具使用时间或加工次数,调整刀具路径来补偿刀具的磨损。
## 2.3 数控机床的控制策略分析

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏《新代数控系统操作基础.pdf》为数控机床操作员和维护人员提供了全面的指南。它涵盖了从入门到高级的各个主题,包括:
* 数控系统基础知识和操作
* 日常维护和故障诊断
* 自动化改造和效率提升
* 多轴控制技术和人机界面设计
* PLC编程和能耗管理
* 刀具路径优化和数据管理
通过深入浅出的讲解和大量的实例分析,本专栏旨在帮助读者掌握数控机床操作的精髓,提升系统性能,并确保生产效率和安全性。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
DB2 SQL错误处理宝典:代码与状态码协同分析最佳实践
# 摘要
本文系统地介绍了DB2 SQL错误处理的核心概念、诊断技巧和实践应用。第一章提供了DB2 SQL错误处理的基础知识,第二章详细解读了SQL状态码的分类、意义和在异常处理中的应用。第三章深入探讨了错误诊断与调试的流程和高级技巧,包括使用诊断工具和EXPLAIN命令。第四章着眼于错误处理的实践应用,强调了自定义代码和存储过程在异常管理中的作用,并讨论了集成外部工具的方法。最后一章提出了进阶策略,包括预防性SQL编写原则、动态分析方法以及自
提升网络效率】:ARP缓存表优化与维护的实战技巧
# 摘要
ARP协议作为网络通信的基础,其缓存表管理的效率直接关系到网络的稳定性和安全性。本文首先介绍了ARP协议及其缓存表的基础知识,然后探讨了优化ARP缓存表的策略,包括调整参数配置、提升网络设备的响应效率等。针对ARP缓存表故障诊断与维护,本文分析了常见问题并提供了相应的解决方法。接着,本文详细论述了ARP攻击的预防与应对措施,并以实战案例分析的形式,总结了在不
【提升工作效率】:IAR EW for MSP430项目设置与工作流程优化技巧
# 摘要
本论文全面介绍了IAR Embedded Workbench for MSP430(IAR EW for MSP430)的项目设置、工作环境、工作流程优化以及高级功能与定制化插件的应
【系统集成的秘密】:发那科机器人无缝融合EtherNet-IP网络的策略
# 摘要
本文系统性地探讨了发那科机器人与EtherNet-IP网络的集成,从基础理论到实际应用,再到高级技术与未来展望,全面覆盖了网络集成的关键要素。首先介绍了系统集成与EtherNet-IP网络的基础知识,接着深入探讨了发那科机器人的通讯协议和网络协议,分析了机器人与网络之间的交互流程。第三章讨论了机器人系统集成的具体策略,包括网络配置、关键技术和实际应用案例。第四章着重讲解了自定义通讯协议的开发、高级诊断与故障处理,并对未来发展趋势进行了展望。最后,第五章提供了网络集成实践指南,详述了实战演练和经验分享,旨在帮助技术人员高效地集成发那科机器人到复杂工业网络中。
# 关键字
系统集成;E
深入解析SAC:揭秘SAP Analytics Cloud数据可视化功能的10大技巧

# 摘要
SAC数据可视化是数据分析和业务智能领域的一个重要分支,它通过图形化的方式,使复杂数据更加直观易懂。本文从SAC数据可视化的基本概念和理论基础出发,详细阐述了设计原则和方法,包括理解目标与作用、确定数据可视化类型和选择图表元素等。接着,文章转向实践技巧,讨论了数据连接与管理、图表创建与定制以及高级数据可视化技术。在高级
上银伺服驱动器:维护不求人,4大秘诀助你轻松延长使用寿命
# 摘要
上银伺服驱动器作为精密设备在工业自动化中扮演关键角色。本文旨在介绍上银伺服驱动器的基础知识和日常维护技巧,并进一步探讨高级维护技术和实践案例。通过详细阐述电源管理、温度监控、清洁防尘以及故障诊断等方面的重要性及实施方法,本文提供了一系列日常维护的实用建议。同时,本文也涵盖了伺服驱动器的参数优化、系统升级和预防性维护计划制定等高级维护技术,以及分析了多个实际维护案例,旨在提高维护效率和伺服驱
【7个步骤精通msiclear】:从入门到精通的实用卸载教程

# 摘要
本文全面介绍了一个名为msiclear的工具,涵盖其基本使用方法、工作原理、应用场景以及高级定制与扩展策略。msiclear是一款用于管理Windows平台上的MSI安装包的实用程序,能够帮助用户清理系统残留的安装文件和优化计算机性能。文章详细解析了MSI安装包的结构,msiclear命令的执行流程以及常见错误的诊断方法。同时,本文也探讨了msiclear
MATLAB非线性模型参数优化:7个策略,专业级拟合解决方案
# 摘要
本文全面介绍了MATLAB在非线性模型参数优化中的应用,涵盖了理论基础、常用优化算法、MATLAB内置优化工具箱以及实际案例研究。首先,概述了非线性模型参数优化的重要性及其挑战,接着详细讨论了包括梯度下降法、遗传算法和粒子群优化在内的优化方法,并提供了选择合适优化策略的标准。文章还深入解析了MATLAB的fmincon和ga函数,以及其他优化工具,并通过物理模型、经济数据分析和生物信息学三个领域中的案例研究,展示了如何在实际中应用这些工具和技术。最后,探讨了高级参数优化策略,包括多目标优化、自适应与鲁棒优化,以及优化算法的混合应用,并说明了如何评估和验证优化结果,包括可视化分析、交叉
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )