SYNTEC CNC实时监控:确保加工过程稳定性的重要性
发布时间: 2024-12-13 17:32:58 阅读量: 10 订阅数: 7 

SYNTEC-新代CNC操作说明书
参考资源链接:[新代(SYNTEC)CNC控制器操作与编程指南](https://wenku.csdn.net/doc/6z8s1v9xjv?spm=1055.2635.3001.10343)
# 1. SYNTEC CNC实时监控简介
现代制造行业正处于一个快速变革的时代,精确的实时监控系统对于保证加工过程的质量和效率至关重要。本章将介绍SYNTEC CNC实时监控系统的基本概念和作用。
## 1.1 实时监控的定义
实时监控技术是一种能够即时收集和分析数据,通过软件进行处理,再迅速反馈给操作者的系统。它能够保证制造过程的连续性和稳定性,是现代制造业不可或缺的一部分。
## 1.2 SYNTEC CNC系统的特点
SYNTEC CNC实时监控系统以其高精度、高可靠性和易操作性受到广泛认可。它通过集成先进的传感器技术、数据处理算法和优化的人机界面,为加工过程提供了全方位的监控服务。
## 1.3 应用价值与行业需求
实时监控系统对于提升生产自动化水平和产品质量具有显著作用。它有助于及时发现问题,减少停机时间,提高加工效率,并为生产决策提供有力的数据支持。
在本章中,我们将深入探讨SYNTEC CNC实时监控系统的基本概念及其在制造业中的应用价值和行业需求,为读者进一步了解该技术打下坚实的基础。
# 2. CNC加工过程稳定性的重要性
## 2.1 CNC机床的工作原理
### 2.1.1 CNC机床的基本组成部分
CNC机床是使用计算机数字控制技术进行控制的机床。它由以下几个基本组成部分构成:
- **数控装置**:这是CNC机床的核心部件,它接收并处理来自CAD/CAM系统的加工程序,并输出控制信号到机床。
- **伺服系统**:伺服系统按照数控装置发出的指令精确控制机床的运动部件,如主轴、刀具和工件的运动。
- **驱动装置**:包括伺服电机和步进电机,它们直接驱动机床的运动部件。
- **检测装置**:包括传感器和反馈系统,它们用于检测机床各部件的实际位置和速度,并将这些信息反馈给数控装置。
- **机械主体**:是机床的物理结构,包括床身、导轨、工作台等部分。
### 2.1.2 CNC加工过程的控制机制
CNC机床的控制机制依赖于程序化的指令来驱动机床执行各种加工操作。加工过程的控制主要涉及以下几个方面:
- **程序代码**:通常使用G代码和M代码来编写加工程序,其中G代码指示机床进行几何操作(如直线切割、圆弧切割等),M代码用于控制机床的辅助功能(如换刀、启动冷却液等)。
- **插补算法**:插补算法用于将预设的加工路径分解为更小的位移指令,控制机床的移动。
- **速度与进给控制**:控制系统需要精确地控制刀具的移动速度和进给速度,以确保加工质量和效率。
- **刀具补偿**:由于刀具磨损或机床自身偏差,需要通过软件算法进行刀具补偿,保证加工精度。
## 2.2 加工过程稳定性对质量的影响
### 2.2.1 稳定性与加工精度的关系
加工过程的稳定性直接关系到加工精度。稳定性不足将导致以下问题:
- **尺寸偏差**:机床振动或刀具磨损会引起工件尺寸的不准确。
- **表面粗糙度**:不稳定的加工会导致表面出现划痕和波纹,增加表面粗糙度。
- **形状误差**:机床的不稳定运动会导致加工出的零件形状与预期设计不符。
为了保持加工精度,必须确保机床运行的稳定性,减少一切可能引起不稳定性的因素。
### 2.2.2 稳定性对生产效率的作用
稳定性除了影响加工质量外,也对生产效率有着决定性的作用:
- **减少停机时间**:稳定的加工过程能够避免机床故障,从而减少非计划的停机时间。
- **提高生产速度**:控制好加工参数,可以实现更快的加工速度而不牺牲精度。
- **优化材料利用率**:减少废品率,提高材料的利用率和产出。
为了提升生产效率,优化机床的稳定性和调整控制参数是必不可少的步骤。
## 2.3 实时监控的理论基础
### 2.3.1 实时监控技术的发展历程
实时监控技术随着自动化和信息化的发展而演变。最初的监控系统多基于简单的传感器和控制逻辑。随着计算机技术和传感技术的进步,实时监控系统变得更为复杂和智能:
- **第一代**:基于模拟信号的监控系统,如早期的PLC。
- **第二代**:基于数字信号和简单计算机系统的监控系统,开始具备数据采集和存储功能。
- **第三代**:基于网络和分布式计算的监控系统,可以实现远程监控和数据分析。
- **第四代**:基于云计算和大数据分析的监控系统,可提供预测性维护和智能化决策。
当前,实时监控技术正朝着更加智能化和集成化的方向发展。
### 2.3.2 实时监控系统的组成与功能
一个典型的实时监控系统通常包含以下几个组件:
- **传感器**:用于实时采集机床状态和加工参数,如振动、温度、电流等。
- **数据采集单元**:负责将传感器收集到的模拟信号转换为数字信号,并传输到监控系统。
- **处理单元**:分析处理采集到的数据,判断是否存在异常,并作出响应。
- **显示单元**:将采集到的数据和分析结果以可视化的方式展示给操作者。
- **存储单元**:记录和存储加工过程中的各种数据,用于事后分析和质量追溯。
实时监控系统的功能涵盖:
- **实时数据分析**:对采集到的数据进行分析,发现加工过程中的异常。
- **异常警告**:当加工过程出现不稳定或潜在故障时,系统发出警告。
- **历史数据分析**:对过去的加工数据进行分析,为改进提供依据。
- **远程监控**:通过网络连接,实现远程对加工过程的实时监控和调整。
实时监控技术的应用大大提高了生产效率和产品质量,并且为智能制造的发展奠定了基础。
在下一章节中,我们将深入探讨SYNTEC CNC实时监控系统的实施细节,包括系统硬件的配置与安装、监控软件的实现,以及系统集成与测试流程。这将为我们提供一个关于如何有效地应用实时监控技术的完整视图。
# 3. SYNTEC CNC实时监控系统的实施
## 3.1 系统的硬件配置与安装
### 3.1.1 CNC机床的数据采集设备
在CNC机床的实时监控系统中,数据采集设备是获取机床运行状态信息的关键硬件组成。通常,这些设备包括各类传感器、数据采集卡(DAQ)和信号转换器等。传感器用于检测机床的各种物理量,例如振动、温度、速度和压力等,这些数据通过数据采集卡转换为数字信号,进而通过网络发送至监控中心。
具体到实施过程,首先需要根据机床的具体参数和监控需求选择合适的传感器。比如,为了监控机床的运动状态,可以选择旋转编码器;为了监测切削力,可以使用力传感器;而温度传感器则用于监测主轴或刀具的热状态。
在安装过程中,每个传感器都必须正确地固定在指定位置,并确保其工作正常。例如,振动传感器的安装应避免受到其他机械振动的干扰。确保数据线缆和电气接头的连接无误,是保证信号传输准确性和稳定性的前提。
```mermaid
graph TD
A[开始安装] --> B[选择合适传感器]
B --> C[传感器定位与安装]
C --> D[信号线缆连接]
D --> E[电气接头连接]
E --> F[传感器校准]
F --> G[系统测试]
G --> H[完成安装]
```
### 3.1.2 现场布线与网络架构
在安装了数据采集设备之后,接下来就是现场布线和网络架构的设计与实施。合理的布线和网络设计可以确保数据的稳定传输,并且减少信号干扰。
在布线方面,要根据现场环境选择合适的线缆类型,并确保布线路径符合安全规范,同时考虑到未来可能的扩展和维护。线缆应整齐布设,并尽可能地减少弯折和交叉,以降低信号衰减和干扰。
网络架构的设计则需要综合考虑现场的网络状况、数据传输需求和未来的升级空间。通常情况下,监控系统会使用独立的局域网段进行数据传输,以

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
SYNTEC CNC 操作说明书专栏为 CNC 初学者、专家和维护人员提供全面的指南。专栏涵盖了从入门到高级操作的各个方面,包括编程、故障排除、维护、多轴控制、实时监控、自动化操作和离线编程。专栏还深入探讨了振动问题,提供了专家建议以进行分析和控制。通过这些综合资源,读者可以掌握 SYNTEC CNC 系统的操作、优化性能并解决问题,从而提高生产力和加工质量。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
离散时间信号与系统实现:分析与操作指南
参考资源链接:[《数字信号处理》第三版课后答案解析](https://wenku.csdn.net/doc/12dz9ackpy?spm=1055.2635.3001.1
【送料机构设计原理】:深度解析送料机制构造与工作原理,让你的设计更加精准
.png?mw=1000&hash=95c18cc54587512e123ef22f83defb8a7f7f8789)
参考资源链接:[板料冲制机冲压与送料机构设计解析](https://wenku.csdn.net/doc/5hfp00n04s?spm=1055.2635.3001.10343)
# 1. 送料机构的设计基础与功能概述
## 1
数字通信同步技术:3步走,理论与实践无缝对接
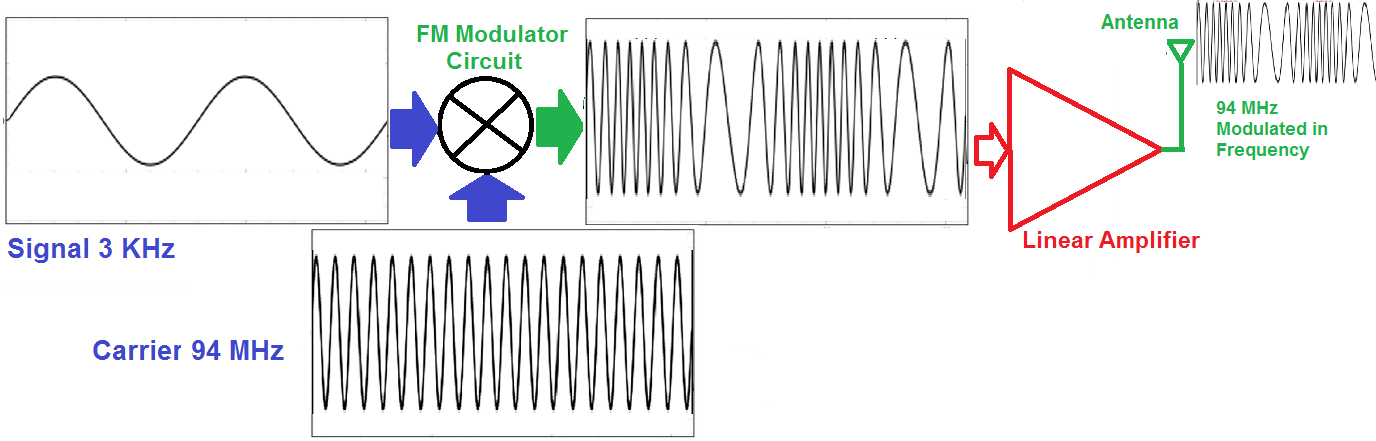
参考资源链接:[9ku文库_数字通信第五版答案_数字通信第五版习题及答案完整版.pdf](https://wenku.csdn.net/doc/4mxpsvzwxh?spm=1055.2635.3001.10343)
# 1. 数字通信同步技术概述
同步技术在数字通信中起着至关重要的作用。它确保数据包在复杂的网
【代码规范检查全攻略】:EETOP.cn SpyGlass LintRules教程

参考资源链接:[SpyGlass Lint规则参考指南:P-2019.06-SP1](https://wenku.csdn.net/doc/5y956iqsgn?spm=1055.2635.3001.10343)
# 1. 代码规范检查概述
## 1.1 代码规范检查的重要性
在软件
【西门子PLC STL编程秘籍】:全面入门到精通指南

参考资源链接:[西门子STL编程手册:语句表指令详解](https://wenku.csdn.net/doc/1dgcsrqbai?spm=1055.2635.3001.10343)
# 1. 西门子PLC STL编程基础
西门子PLC(Programmable Logic Controller)作为自动化领域的领导者,其STL(Statement List)
【海明码全解析】:10个关键技巧让你成为编码专家

参考资源链接:[海明码与码距:概念、例子及纠错能力分析](https://wenku.csdn.net/doc/5qhk39kpxi?spm=1055.2635.3001.10343)
Tetgen高级功能全解析:自定义约束与边界处理技巧

参考资源链接:[tetgen中文指南:四面体网格生成与优化](https://wenku.csdn.net/doc/77v5j4n744?spm=1055.2635.3001.10343)
# 1. Tetgen软件概述与基础功能
## 1.1 Tetgen软件简介
Tetgen是一款开源的三维网格生成器,专门为科学研究与工程应用设计。它能够自动将三维几何模型划分为高质量的四面体网格,对处理复杂的表面和体
【FIBOCOM FM150-AE 系列硬件深度解析】:性能提升必备攻略
参考资源链接:[FIBOCOM FM150-AE系列硬件指南:5G通信模组详解](https://wenku.csdn.net/doc/5a6i74w47q?spm=1055.2635.3001.10343)
# 1. FIBOCOM FM150-AE 系列硬件概览
FIBOCOM FM150-AE 系列硬件作为面向工业级应用设计的通信模块,以高性能、高稳定性和低功耗的特点获得市场的青睐。本章节将对FM150-AE系列进行全方位的硬件概览,包括硬件设计理念、主要功能特点以及应用场景。通过清晰的架构图和功能描述,读者可以迅速把握该系列硬件的核心技术和优势。
## 1.1 硬件设计理念
设计
一文精通8051汇编:指令全览与编程高手秘籍
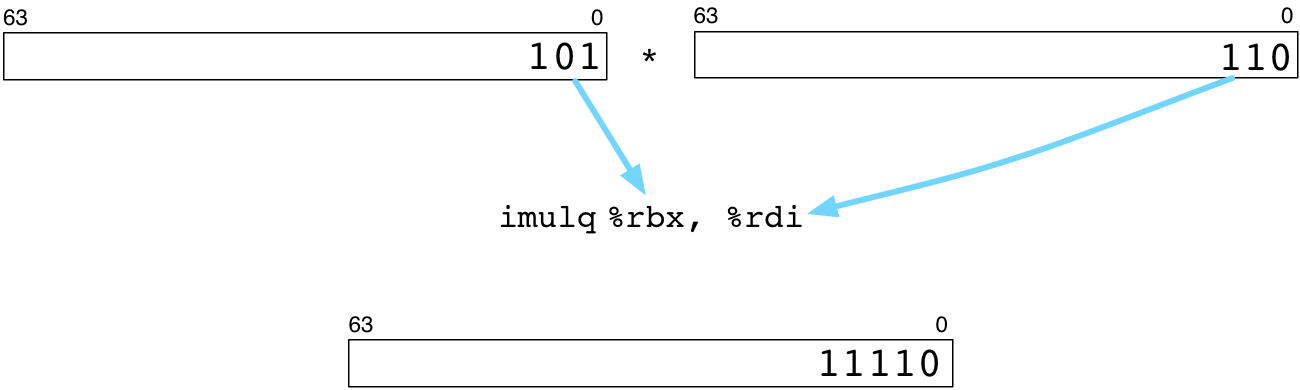
参考资源链接:[8051指令详解:111个分类与详细格式](https://wenku.csdn.net/doc/1oxebjsphj?spm=1055.2635.3001.10343)
# 1. 8051微控制器及汇编语言概述
## 微控制器简介
微控制器(MCU)是一种集成电路芯片,它集成了处理器核心、存储器和各种外设接口,广泛应用于嵌入式系统和自动控制领域。8051微控制器是微控制器领域的一个经典范例,它的简单性和易用性使它成为教学
CEC05 benchmark深度探索:挑战极限,提升算法性能

参考资源链接:[CEC2005真实参数优化测试函数与评估标准](https://wenku.csdn.net/doc/ewbym81paf?spm=1055.2635.3001.10343)
# 1. CEC05基准测试简介
## 什么是CEC05基准测试
CEC05基准测试是针对连续、离散以及多目标优化算法性能评估的年度竞赛。其目
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )