【SYNTEC CNC维护与保养秘籍】:系统最佳性能的保持秘诀
发布时间: 2024-12-13 16:40:44 阅读量: 5 订阅数: 7 

SYNTEC-新代CNC操作说明书

参考资源链接:[新代(SYNTEC)CNC控制器操作与编程指南](https://wenku.csdn.net/doc/6z8s1v9xjv?spm=1055.2635.3001.10343)
# 1. SYNTEC CNC系统概述
## 1.1 系统简介
SYNTEC CNC系统是一套广泛应用于工业自动化领域中的数控系统。它将先进的计算机技术和控制理论相结合,实现了对机械加工过程的精准控制。本文将深入探讨SYNTEC CNC系统的组成、工作原理以及如何进行日常保养和深度维护,以延长其使用寿命并确保加工质量。
## 1.2 发展历程
SYNTEC CNC系统的诞生标志着数控机床行业的一大进步。它的发展历程可以分为几个阶段,从最初的简单数控,到如今的高度集成化和智能化控制。每一步的发展都紧密伴随着信息技术的革新。
## 1.3 应用价值
SYNTEC CNC系统在提高制造业自动化水平、缩短产品生产周期和降低成本方面发挥了重要作用。它对促进制造业的智能化转型具有不可估量的价值,是现代工业不可或缺的一部分。
## 1.4 本章小结
通过本章的介绍,我们对SYNTEC CNC系统有了初步了解。从系统简介到发展历程,再到应用价值的分析,都为后续章节深入探讨提供了铺垫。接下来将展开讨论CNC系统的理论基础、维护理论以及日常保养实践,帮助读者全方位掌握SYNTEC CNC系统的核心知识。
# 2. 理论基础篇
## 2.1 CNC系统的组成与工作原理
CNC(Computer Numerical Control)系统是使用计算机进行数字编程控制的机床系统。这种系统能够实现高精度、高效率的自动化加工,广泛应用于模具制造、航空航天、汽车制造等行业。了解CNC系统的组成与工作原理是进行深入维护和优化的前提。
### 2.1.1 CNC系统的硬件结构
CNC系统的硬件结构主要由计算机控制系统、驱动装置、伺服机构和机床本体等部分组成。其中,计算机控制系统包括了CNC装置、PLC(Programmable Logic Controller)控制器、输入/输出设备、通信接口等。驱动装置与伺服机构则是控制机床各个运动轴进行精确运动的重要部件。
**表格展示CNC系统硬件主要组件及功能**
| 组件名称 | 功能描述 |
|-------------------|---------------------------------------------------|
| CNC装置 | 数控机床的核心,负责解析加工程序,输出控制指令 |
| PLC控制器 | 实现机床自动化逻辑控制,处理各种传感器信号 |
| 输入/输出设备 | 包括操作面板、显示器等,用于操作员与系统间的人机交互 |
| 通信接口 | 实现数据传输,可以是网络、串口等多种形式 |
| 驱动装置 | 将控制器的指令转化为电机的机械运动 |
| 伺服机构 | 用于控制机床各轴的精确运动,包括伺服电机和编码器等 |
| 机床本体 | 执行实际的切削、加工等物理操作 |
### 2.1.2 CNC系统的软件控制
CNC系统的软件控制涉及程序的编写、编辑、传输和执行等过程。这些软件可以分为数控编程软件、CNC系统控制软件和故障诊断软件等。
**mermaid流程图展示CNC软件控制流程**
```mermaid
graph TD
A[开始] --> B[编写数控程序]
B --> C[程序编辑与验证]
C --> D[程序传输至CNC系统]
D --> E[执行数控程序]
E --> F{程序执行状态监控}
F --> |正常| G[加工任务完成]
F --> |异常| H[故障诊断与处理]
H --> I[程序调试]
I --> E
```
数控编程软件用于生成符合机床要求的加工程序,控制软件则负责执行这些程序,并根据反馈信息调整机床动作。故障诊断软件用于实时监控系统状态,并在出现故障时提供解决方案。
代码块展示一个简单的数控程序示例:
```gcode
O1000; (程序编号)
G21; (设置单位为毫米)
G90; (绝对编程)
M6 T1; (刀具更换为T1)
G0 X0 Y0 Z5.0; (快速移动到起始点)
G1 Z-5.0 F100; (以100毫米/分钟的进给率下刀到Z-5mm)
X50.0 Y25.0; (沿X轴和Y轴进行线性切削)
G0 Z5.0; (提刀到安全高度)
M30; (程序结束)
```
在上述数控程序中,`O1000` 表示程序编号,`G21` 和 `G90` 是控制单位和编程模式的指令,`M6` 用于刀具更换,`G0` 和 `G1` 是移动指令,而 `F100` 则设置了进给率。这些指令联合起来形成了一个完整的加工指令集,控制CNC机床完成特定的加工任务。
## 2.2 CNC机床的关键性能指标
CNC机床的关键性能指标包括精度与定位、切削效率和表面光洁度等。这些指标直接关系到产品的加工质量和生产效率。
### 2.2.1 精度与定位
精度指的是机床加工出的零件尺寸与理论尺寸的符合程度。定位精度则关乎机床轴的定位准确性,直接影响加工质量。
### 2.2.2 切削效率和表面光洁度
切削效率是指单位时间内去除材料的量。表面光洁度是指加工件表面的光滑程度,通常以Ra值(算术平均粗糙度)表示。
**表格展示影响精度与表面光洁度的因素**
| 影响因素 | 精度 | 表面光洁度 |
|----------|------|-------------|
| 刀具磨损 | △ | △ |
| 进给速度 | ▽ | △ |
| 切削深度 | △ | ▽ |
| 材料性质 | △ | △ |
| 机床稳定性 | ▽ | ▽ |
在上表中,"△"表示一定程度上的影响,"▽"表示影响较大。机床稳定性对精度和表面光洁度的影响最为显著,因为任何机床的微小振动都会直接影响到加工精度和表面质量。
## 2.3 CNC系统的维护理论
为了保持CNC机床的最佳性能,定期的维护是必不可少的。此外,通过制定预防性维护策略,可以有效避免突发故障,减少生产停机时间。
### 2.3.1 定期维护的重要性
定期维护涉及对机床各个部件的检查、清洁、润滑和更换磨损部件等。这些操作有助于保持机床的稳定性和加工精度。
### 2.3.2 预防性维护的策略
预防性维护的策略

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
SYNTEC CNC 操作说明书专栏为 CNC 初学者、专家和维护人员提供全面的指南。专栏涵盖了从入门到高级操作的各个方面,包括编程、故障排除、维护、多轴控制、实时监控、自动化操作和离线编程。专栏还深入探讨了振动问题,提供了专家建议以进行分析和控制。通过这些综合资源,读者可以掌握 SYNTEC CNC 系统的操作、优化性能并解决问题,从而提高生产力和加工质量。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
STM32G431开发板初体验:新手必看的10个实用入门技巧
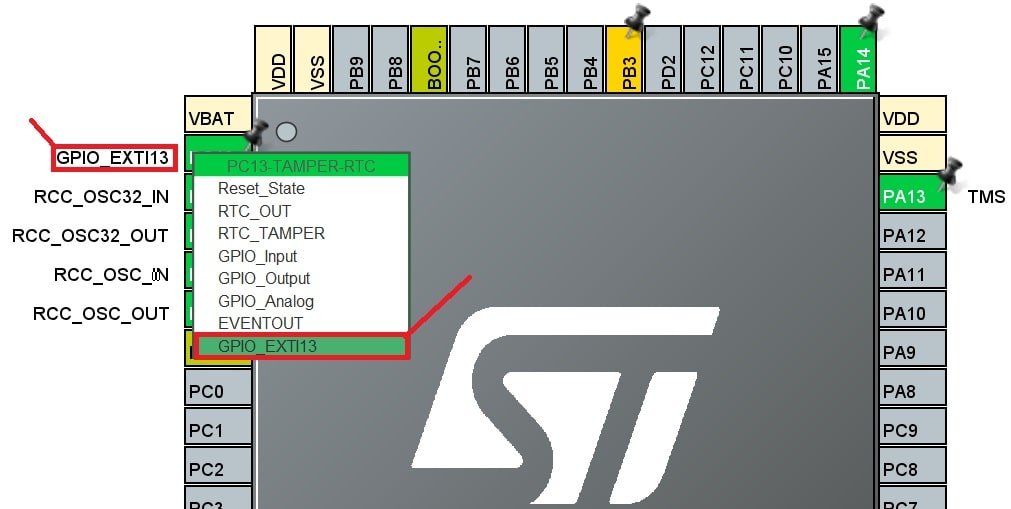
参考资源链接:[STM32G431开发板详解:接口与芯片原理图指南](https://wenku.csdn.net/doc/6462d47e543f844488995d9c?spm=1055.2635.3001.10343)
# 1. STM32G431开发板概述
## 1.1 STM32G431开发板简介
STM
【HC6800-MS内存管理】:原理图解读与内存优化实践

参考资源链接:[HC6800-MS开发板详细电路图与组件解析](https://wenku.csdn.net/doc/6461c98e543f84448895221c?spm=1055.2635.3001.10343)
# 1. HC6800-MS内存管理基础
## 1.1 内存管理的重要性
内存作为计算机系统中最基本的资源之一,其有效管理直
【立即行动】西门子PLC程序块加解锁:安全加锁的紧急措施
参考资源链接:[西门子PLC S7-300/400程序块加锁解锁方法](https://wenku.csdn.net/doc/6412b56bbe7fbd1778d43144?spm=1055.2635.3001.10343)
# 1. 西门子PLC程序块加解锁概述
在自动化控制系统领域,西门子PLC(可编程逻辑控制器)是一个重要的组成
.NET Framework 3.5 SP1问题全解析:专家教你如何一网打尽安装难题
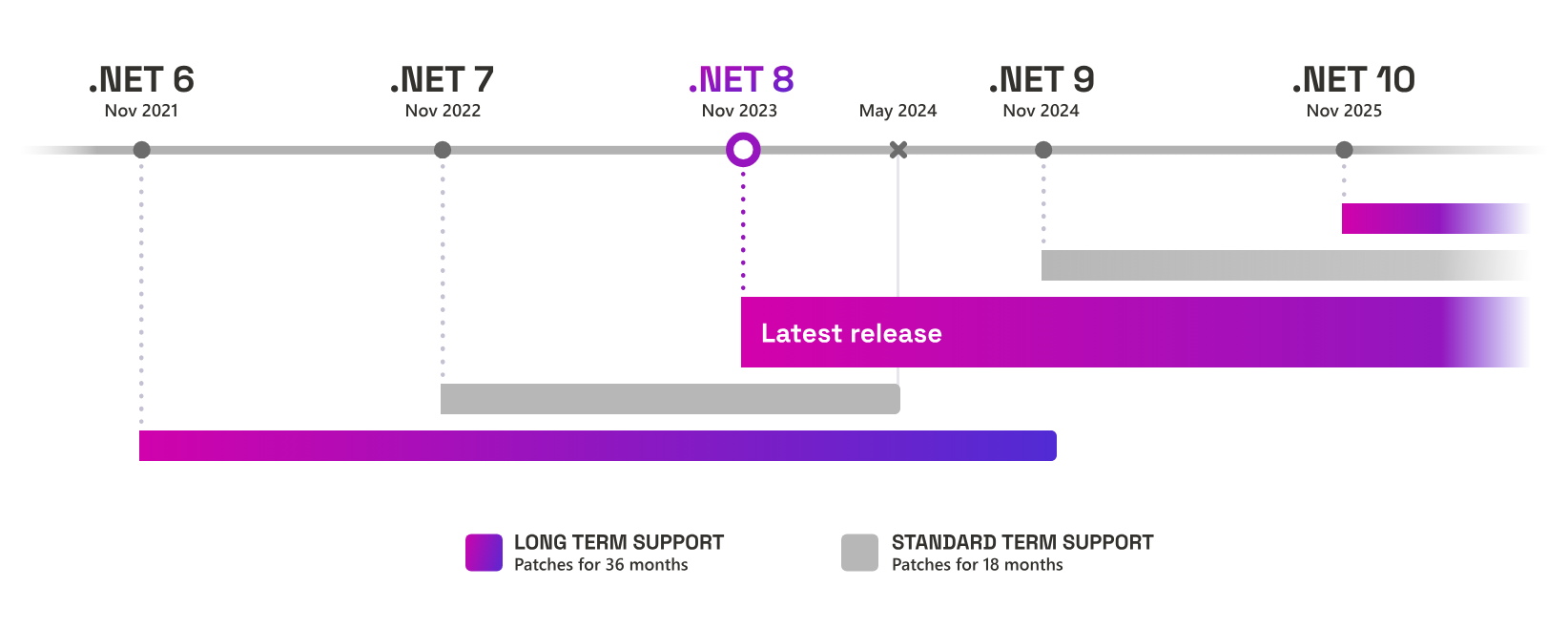
参考资源链接:[离线安装 .NET Framework 3.5 SP1 完整包及语言包教程](https://wenku.csdn.net/doc/4z3yuygoyi?spm=1055.2635.3001.10343)
# 1. .NET Framework 3.5 SP1概述
## .NET Framework 3.5 SP1简介
.NET Framework 3.5 SP1
ARINC664 Part 7实践秘籍:理论到实施的无缝转换(操作手册)
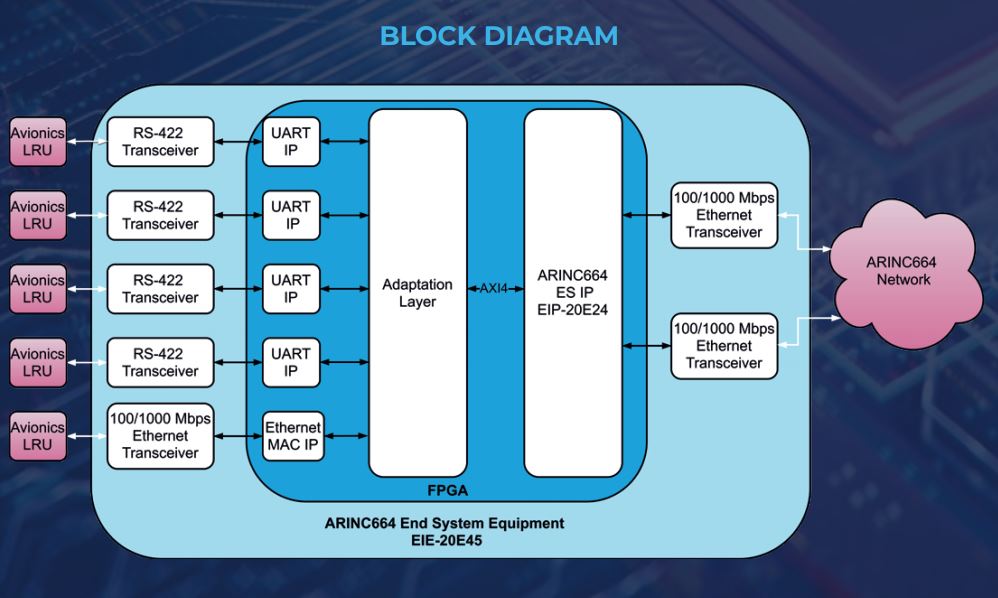
参考资源链接:[ARINC664第7部分:中文版航空电子全双工交换式以太网规范](https://wenku.csdn.net/doc/6412b79ebe7fbd1778d4af0c?spm=1055.2635.3001.10343)
# 1. ARINC664 Part 7标准概述
## 1.1 标准的起源和应用背景
ARINC664 Part 7是一种航空电子数据网络通信标准
Cadence Allegro高级优化:板边Outline设计的8个高级技巧
参考资源链接:[cadence allegro里如何绘制板边outline](https://wenku.csdn.net/doc/6412b621be7fbd1778d459e4?spm=1055.2635.3001.10343)
# 1. Cadence Allegro概述与板边设计基础
## 简介
Cadence Allegro是电子设计自动化(EDA)领域内广受欢迎的PCB设计工具
【Honeywell OH4502二次开发全能教程】:接口编程与应用拓展

参考资源链接:[honeywell OH4502二维2.4G说明书(最终版)中文.pdf](https://wenku.csdn.net/doc/6412b45fbe7fbd1778d3f60e?spm=1055.2635.3001.10343)
# 1. Honeywell OH4502设备概述
## 设备简介
Honeywell OH4
提高数据传输可靠性:海明码的扩展与优化策略

参考资源链接:[海明码与码距:概念、例子及纠错能力分析](https://wenku.csdn.net/doc/5qhk39kpxi?spm=1055.26
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )