S7-1200_1500 PLC与S200伺服:EPOS定位控制最佳实践,快速提升系统性能
发布时间: 2024-12-17 11:17:58 订阅数: 2 
参考资源链接:[S7-1200/1500与S200伺服EPOS控制:FB38051实现基本定位教程](https://wenku.csdn.net/doc/40ii1igzqq?spm=1055.2635.3001.10343)
# 1. S7-1200/1500 PLC与S200伺服系统简介
## 1.1 S7-1200/1500 PLC简介
西门子的S7-1200和S7-1500系列PLC是适用于各种自动化任务的紧凑型控制器。这些PLC不仅拥有高性能的处理能力,而且通过集成的HMI和网络通信功能,极大地提高了控制系统的集成效率。它们在各种工业领域中广泛应用于执行逻辑控制、数据处理及通信任务,是现代工业自动化不可或缺的核心组件。
## 1.2 S200伺服系统简介
S200伺服系统是西门子针对高精度和高动态应用而设计的伺服驱动器和伺服电机系列。其配合使用,能够实现精确的速度、位置和转矩控制。S200伺服系统具备强大的功能,比如可编程、易于集成和操作简便等,适用于需要精细运动控制的场合,如包装、搬运和精密加工等领域。
通过这两部分硬件的结合,可以构建出一个功能强大的自动化控制系统,不仅能够满足日常的自动化需求,还可以实现复杂的同步和定位控制任务。在本章接下来的内容中,我们将深入探讨S7-1200/1500 PLC与S200伺服系统在应用中的细节和结合方式。
# 2. EPOS定位控制的基础理论
## 2.1 EPOS定位控制技术概述
### 2.1.1 定位控制的基本概念
定位控制,又称为点位控制,是自动化技术中的一个重要分支。它主要指对机械运动部件进行精确的位置控制,实现快速、准确的到达预定位置。EPOS(Electronic Positioning System)定位系统,是西门子公司推出的一款先进的定位控制系统,集成了伺服驱动技术和可编程逻辑控制器(PLC)的协同工作,以达到精确的定位控制目的。
定位控制在工业自动化领域有着广泛的应用,例如在包装机械、装配线、印刷机械等场合,都需要高精度的定位来确保生产效率和产品质量。在EPOS系统中,定位控制被细分为单轴定位和多轴联动定位等多种控制方式,以适应不同场景的需求。
### 2.1.2 EPOS技术的发展历程
EPOS技术从最初的单轴定位发展到现在的多轴联动,其成长历程是工业自动化发展的缩影。早期的EPOS系统主要以模拟控制为主,随着技术的进步,特别是数字技术的应用,EPOS系统实现了从模拟到数字的转变,控制精度和响应速度得到了极大的提升。
在EPOS技术的发展过程中,西门子不断将最新的技术如实时以太网通信、直接驱动技术、以及最新的控制算法等集成到EPOS系统中,使其成为一个多功能、高效率的控制系统。不仅如此,EPOS系统的开放性也得到了加强,使其能更容易地与其他设备或系统集成,扩大了应用范围和灵活性。
## 2.2 EPOS定位控制的硬件组成
### 2.2.1 PLC与伺服驱动器的硬件接口
在EPOS定位控制系统中,硬件接口是连接PLC与伺服驱动器的重要桥梁。它不仅仅是两者之间电气连接的通道,更是数据交换的媒介。硬件接口包括了信号接口和数据通信接口。信号接口主要传递控制信号和状态反馈信号,而数据通信接口则负责传递复杂的控制数据和诊断信息。
为了实现高效和稳定的数据通信,通常会采用工业标准的通信协议如Profinet、EtherCAT等。这些协议不仅能确保数据传输的高速、实时性,还可以在系统中实现设备间的无缝集成。PLC作为系统的大脑,通过这些接口向伺服驱动器发出精确的控制指令,伺服驱动器再通过精确的电流控制,驱动伺服电机完成定位任务。
### 2.2.2 伺服电机与编码器的角色
伺服电机是执行定位动作的核心部件,在EPOS系统中扮演着至关重要的角色。它是一种能够精确控制转速、位置和加速度的电机,其内部通常装备有编码器,用于实时检测电机轴的位置和速度。
编码器是伺服系统中实现精准反馈的关键设备,它可以将电机轴的旋转角度和速度转换为电信号,这些信号被传输给伺服驱动器和PLC,用于校正控制指令和提高定位精度。伺服电机和编码器的配合,使得EPOS定位控制系统能有效地实现精确定位,满足自动化生产线对于快速、准确、重复性好的生产需求。
## 2.3 EPOS定位控制的软件架构
### 2.3.1 控制软件的层次结构
EPOS定位控制软件架构设计得非常合理,主要分为应用层、控制层和硬件驱动层。应用层负责处理与用户交互的界面,以及将用户的需求转换为具体的控制任务;控制层则是定位算法的核心,执行实时的运动控制和路径规划;硬件驱动层则直接与伺服驱动器通信,处理底层的硬件控制信号。
这种层次化的软件架构大大提高了系统的可扩展性和稳定性。在应用层,工程师可以轻松地开发出新的用户界面,满足不同的操作习惯和需求。控制层可以针对特定的应用需求优化控制策略和算法,而不必担心底层硬件的具体实现。硬件驱动层则确保了软件对硬件操作的正确性和可靠性。
### 2.3.2 程序与模块的协同工作
在EPOS系统中,程序与模块的协同工作是通过严格定义的接口和协议实现的。每个模块都是系统功能的一个组件,它们之间通过预先定义好的接口进行交互,保证了数据的一致性和操作的独立性。
例如,运动控制模块负责接收控制命令,将这些命令转换为对伺服电机的控制指令;而监控模块则负责实时监测系统的状态,一旦发现异常便会触发报警机制,保障系统的安全稳定运行。这种模块化的架构设计不仅便于系统的维护和升级,也大大降低了编程和调试的复杂度。
在接下来的章节中,我们将深入探讨EPOS定位控制在编程实践中的应用,包括如何在TIA Portal环境下编写控制逻辑,设置S200伺服驱动器参数,并开发高级定位功能。
# 3. EPOS定位控制的编程实践
## 3.1 PLC控制逻辑的实现
### 3.1.1 TIA Portal编程环境简介
TIA Portal(Totally Integrated Automation Portal)是西门子推出的一体化工程组态和编程软件,广泛用于S7-1200/1500 PLC的编程和配置。该软件提供了全面的工程管理、图形化编程、以及参数配置等功能,能够大幅提高工程设计的效率和可靠性。
在TIA Portal中,工程师可以使用图形化编程语言,如梯形图、功能块图等,来实现复杂的控制逻辑。它也支持高级语言编程,例如SCL(Structured Control Language),这是一种接近于Pascal的高级语言。此外,TIA Portal支持离线编程和模拟,这允许在没有物理设备的情况下测试和验证程序。
为了编程实践,我们需要了解TIA Portal的项目树结构,它包括设备视图、网络视图、程序块视图等,每一部分对应着实际PLC的不同方面。程序块视图中,可以找到主程序块(OB1)和其他组织块(OBs)、功能块(FBs)、功能(FCs)等。
在编写PLC控制逻辑时,使用梯形图较为直观,适合实现顺序控制。例如,下面是一个简单的启动和停止电机的梯形图示例:
```plaintext
// 梯形图示例
[ 开关 ]---(输出继电器)
```
### 3.1.2 实现基础运动控制的步骤
实现基础的运动控制,通常涉及以下步骤:
1. 确定控制需求:首先,需要理解系统的运动需求,包括运动的起止点、速度、加速度、减速度等。
2. 硬件配置:在TIA Portal中配置PLC和S200伺服驱动器的硬件接口,确保它们之间的通信。
3. 编写控制逻辑:使用梯形图或SCL语言编写控制逻辑,实现对伺服电机的控制。
4. 参数设置:在S200伺服驱动器中进行相关参数设置,包括速度、加速度等。
5. 调试与优化:通过上位机监控或TIA Portal中的模拟功能调试程序,优化控制逻辑和性能。
```plaintext
// 示例代码:使用SCL实现电机启动控制
PROGRAM MotorControl
VAR
```

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了使用 S7-1200 或 S7-1500 PLC 连接 S200 伺服来实现 EPOS 基本定位控制的秘诀。通过一系列标题,专栏揭示了优化 EPOS 控制的五大突破性技术,并提供了七个关键点,以帮助读者掌握 EPOS 控制。专栏还展示了 EPOS 定位控制在自动化中的实际应用案例,并提供了快速解决伺服通信难题的一招定乾坤法。此外,专栏还探讨了同步操作以实现极致精准定位控制的方法,以及如何在一天内精通 EPOS 定位控制的技巧。最后,专栏揭示了优化 EPOS 定位控制策略,以显著提升系统性能的最佳实践。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
【揭秘SMIC18-IO综合库】:设计原理、性能优化与实际应用案例
参考资源链接:[SMIC18-IO综合库:0.18um工艺的关键数据手册](https://wenku.csdn.net/doc/3hwf8zoc5a?spm=1055.2635.3001.10343)
# 1. SMIC18-IO综合库概述
## 1.1 SMIC18-IO综合库简介
SMIC18-IO综合库是专为SMIC 18nm工
SystemVerilog 3.1a仿真技术:速度与效率并重的高级技巧

参考资源链接:[SystemVerilog 3.1a语言参考手册:PDF中文版详解与特性概览](https://wenku.csdn.net/doc/6412b73bbe7fbd1778d498e8?spm=1055.2635.3001.10343)
# 1. SystemVerilog 3.1a仿真技术概述
SystemVerilog作为一种功能强大的硬件描述语言(
【DDR5内存SPD精确控制】:掌握JEDEC标准下的校准技术

参考资源链接:[DDR5 SPD规格:JEDEC JESD400-5详解](https://wenku.csdn.net/doc/6r5mbz0dzf?spm=1055.2635.3001.10343)
# 1. DDR5内存技术概述
## 1.1 DDR5内存的诞生背景
随着计算机技术的不断进步,数据处理和存储需求日益增长,这推动了内存技术的快速迭代更新。DDR5作为DDR4的下一代产品,
JESD209-4D标准下LPDDR4信号完整性与时序优化
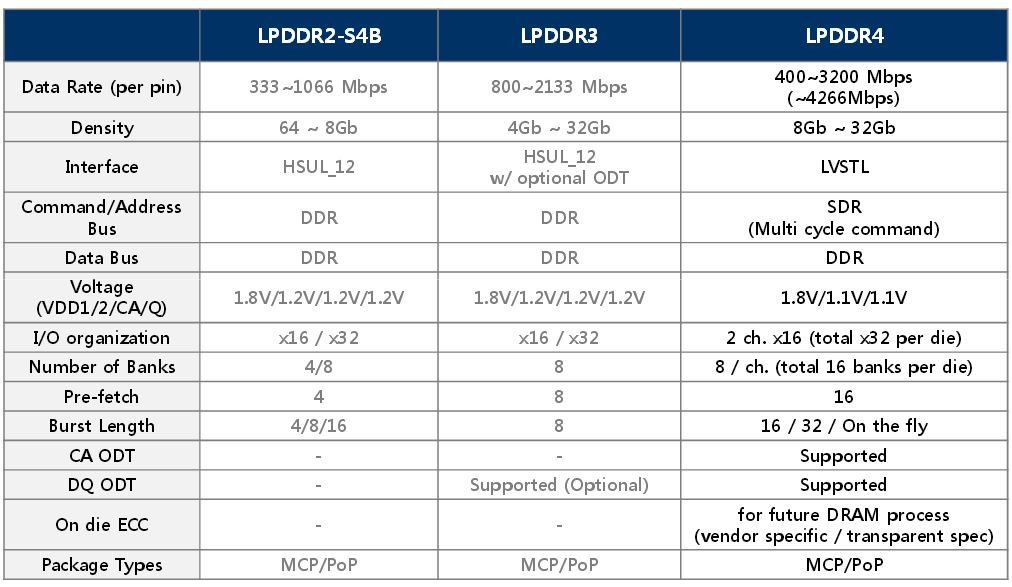
参考资源链接:[JESD209-4D - LPDDR4](https://wenku.csdn.net/doc/53k2xuc4ts?spm=1055.2635.3001.10343)
# 1. JESD209-4D标准概述
JESD209-4D标准是针对LPDDR4(低功耗双倍数据速率4)内存的一种接口标准,它由JEDEC固态技术协会发布,旨在为移动设备和高
ISP图像调优技巧集:摄影师的秘密调色武器(私密技巧大公开)
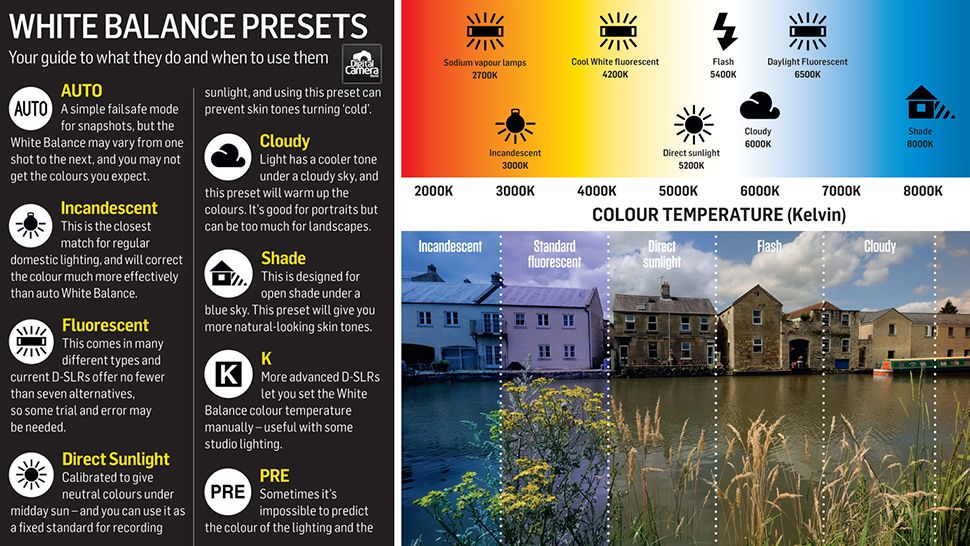
参考资源链接:[海思ISP图像调优指南](https://wenku.csdn.net/doc/7wdj2zcgcp?spm=1055.2635.3001.10343)
# 1. ISP图像处理基础
在探讨ISP(Image Signal Processor,图像信号处理器)图像处理之前,我们必须了解其在现代摄影设备中的核心作用。ISP是相机、智能手机和其他成像设备中不可或缺的一部分,
地图投影与转换:Geomatica 2020确保数据精度的关键步骤

参考资源链接:[PCI Geomatica2020中文用户手册:从入门到精通](https://wenku.csdn.net/doc/32ehwsi2un?spm=1055.2635.3001.10343)
# 1. 地图投影基础与重要性
在地理信息系统(GIS)和地图制作的世界中,地图投影是一个关键的概念。它涉及将地球这个
企业微信网页授权进阶功能:静默授权与刷新令牌的奥秘

参考资源链接:[企业微信网页授权登录流程与code获取详解](https://wenku.csdn.net/doc/5g294iatg3?spm=1055.2635.3001.10343)
# 1. 企业微信网页授权基础概念解析
企业微信作为企业沟通协作的重要平台,提供了网页授权功能,允许开发者在遵守安全规范的前提下,通过网页应用与企业微信用户的授权交互,进而访问用户资源。网页授权主
【MODTRAN环境监测应用案例】:揭秘如何通过案例分析提升监测精度

参考资源链接:[MODTRAN详解:辐射传输模型与应用演示](https://wenku.csdn.net/doc/6f3euna3qp?spm=1055.2635.3001.10343)
# 1. MODTRAN环境监测应用概览
MODTRAN(Moderate Resoluti
日立电梯控制系统的终极解析:调试到维护,专家点睛要点!

参考资源链接:[日立电梯模式设置详解:功能与重置操作指南](https://wenku.csdn.net/doc/6412b720be7fbd1778d492d8?spm=1055.2635.3001.10343)
# 1. 日立电梯控制系统概述
## 1.1 日立电梯的行业地位
日立电梯作为全球知名的电梯和自动扶梯供应商,在全球范围内占有重要地位。其电梯控制系统是集成
【DIAdem 2020 自动化测试脚本实战】:一文教你如何提升数据分析效率
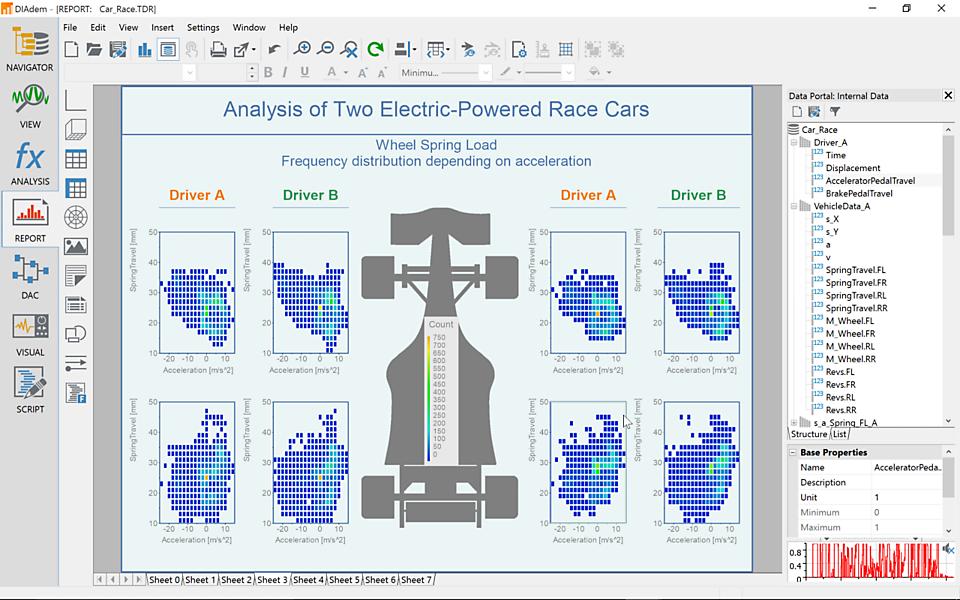
参考资源链接:[DIAdem 2020中文教程:交互式数据分析与技术支持详解](https://wenku.csdn.net/doc/70ippcsgku?spm=1055.2635.3001.10343)
# 1. DIAdem 2020自动化测试脚本概述
## 1.1 自动化测试的概念和优势
随着科技的快速发展,自动化测试已成为软
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )