S7-1200_1500 PLC与S200伺服:如何在一天内精通EPOS定位控制
发布时间: 2024-12-17 11:12:29 订阅数: 2 

S7-1200或1500连接S200伺服实现EPOS基本定位控制(使用FB38051).pdf
参考资源链接:[S7-1200/1500与S200伺服EPOS控制:FB38051实现基本定位教程](https://wenku.csdn.net/doc/40ii1igzqq?spm=1055.2635.3001.10343)
# 1. EPOS定位控制基础
## 1.1 定位控制的定义和重要性
定位控制是自动化系统中一项核心功能,它确保机械臂、输送带或其他移动部件能够精确地移动到指定位置。在工业自动化领域,定位控制不仅提高了生产效率,也保障了操作的安全性和重复性。随着技术的发展,定位控制已经从简单的传感器反馈进化到复杂的反馈与预测控制相结合的系统。
## 1.2 EPOS定位控制技术
EPOS(Electronic Positioning System)定位控制系统是一种先进的控制技术,主要用于控制各种电动驱动器的精确定位。它通过先进的算法和硬件设计,实现了对电机位置、速度和加速度的精确控制。EPOS技术的特点在于其灵活性和可扩展性,能够适用于多种应用场景,例如机器人技术、包装机械和物料搬运系统等。
## 1.3 EPOS在现代工业中的应用
EPOS定位控制系统在现代工业中扮演着越来越重要的角色。例如,在生产线自动化改造中,EPOS可以与PLC(可编程逻辑控制器)紧密集成,执行精确的物料搬运和分拣任务。此外,EPOS系统还可以帮助实现复杂运动模式的编程,为工程师提供强大的工具集,以创建更加高效和灵活的自动化解决方案。随着工业4.0的到来,EPOS定位控制系统的重要性将日益凸显。
# 2. S7-1200/1500 PLC编程入门
在探讨工业自动化和智能制造的核心组成时,可编程逻辑控制器(PLC)无疑占据了举足轻重的地位。S7-1200/1500系列PLC是西门子公司推出的高性能工业控制器,广泛应用于各种工业领域。本章旨在为初学者提供一个基础的入门指南,逐步深入到PLC的编程与应用实践。
## 2.1 PLC的基础概念和功能
### 2.1.1 PLC的工作原理
PLC,即Programmable Logic Controller,通过将输入信号(如传感器信号)经过逻辑运算处理后输出控制指令,以控制各种类型的机械或生产过程。一个典型的PLC系统包括CPU模块、输入/输出模块、电源模块等。
- **工作原理简介**
PLC通过输入模块接收外部信号(如开关量、模拟量等),经由CPU处理后,再通过输出模块驱动执行器件(如电机、气缸等)。它能够根据用户编写的程序来实现逻辑判断、顺序控制、计时、计数和算术运算等操作。
- **输入/输出(I/O)**
在实际应用中,PLC需要处理多种类型的信号。输入模块负责将现场的物理信号转换成CPU能理解的数字信号,输出模块则将CPU处理的结果转换成相应的物理信号控制外部设备。
- **CPU模块**
作为PLC的中枢,CPU模块负责执行用户程序,进行数据处理和逻辑运算。其性能决定了PLC处理任务的速度和效率。
### 2.1.2 PLC与EPOS定位控制的关系
EPOS定位控制是指通过电子编程器来控制电机的精确定位。S7-1200/1500系列PLC搭配EPOS驱动器,可以实现对电机位置的精确控制。
- **EPOS驱动器与PLC的连接**
PLC通过PROFINET等通信协议与EPOS驱动器连接。用户在TIA Portal中配置好通信参数,通过编写PLC程序来控制EPOS驱动器,实现对电机运动的精准控制。
- **协同工作**
PLC负责逻辑判断、信号处理等核心控制任务,而EPOS驱动器则依据PLC的指令来控制电机的运动状态,保证电机精确定位。两者协同工作,确保工业控制系统的高效运行。
## 2.2 S7-1200/1500 PLC的硬件配置
### 2.2.1 硬件组成与选型
S7-1200/1500 PLC的硬件配置对于实现特定的工业应用至关重要。了解并选择合适的硬件是实现PLC应用的第一步。
- **CPU模块选择**
根据控制需求和任务复杂度选择相应的CPU型号,如CPU 1214C、CPU 1515-2 PN等。
- **信号模块**
根据输入输出信号的类型和数量选择信号模块。例如,数字量输入/输出模块、模拟量输入/输出模块等。
- **通讯模块**
根据系统的通信需求选择合适的通讯模块,如PROFINET、 PROFIBUS、工业以太网等。
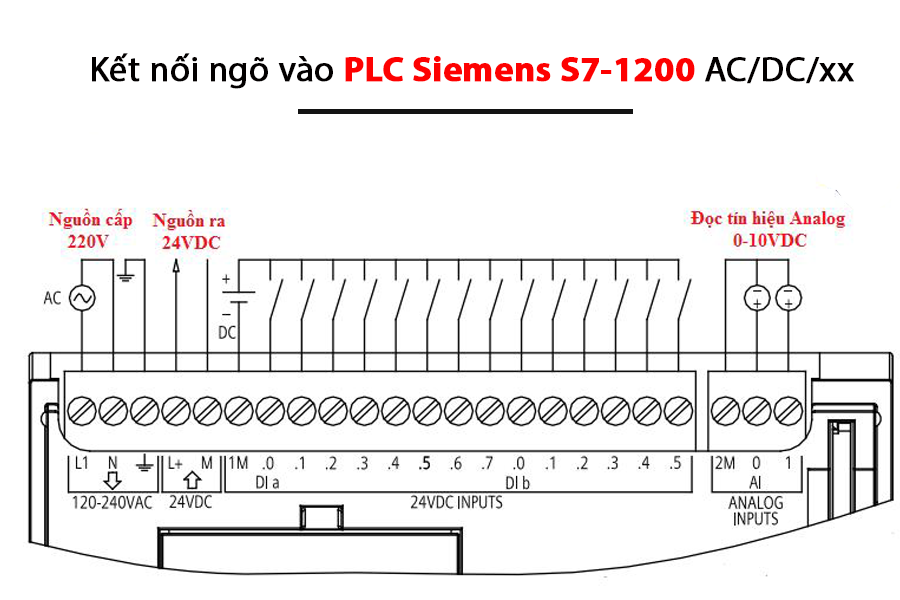
### 2.2.2 硬件接线和调试
正确的硬件接线和调试是确保系统稳定运行的基础。本节将介绍硬件接线的基本步骤和调试流程。
- **接线指导**
需要正确地将电源线、输入信号线、输出信号线接至PLC对应模块的端子。需要注意的是,根据所选模块的不同,端子的接线也有所不同。
- **调试步骤**
利用TIA Portal软件的硬件配置和诊断功能,进行硬件配置并测试每个模块的功能是否正常。通过逐步测试,确保所有硬件模块都能正常工作。
## 2.3 PLC的程序设计基础
### 2.3.1 TIA Portal编程环境简介
TIA Portal(Totally Integrated Automation Portal)是西门子提供的集工程、编程、调试于一体的自动化软件。本节介绍TIA Portal的基本使用和界面组成。
- **TIA Portal界面介绍**
TIA Portal界面主要由项目树、设备视图、程序块视图等部分组成。项目树用于组织工程文件,设备视图用于配置硬件,程序块视图用于编写和管理PLC程序。
- **基本操作**
创建项目、添加设备、导入硬件配置、编写和编译程序块等是TIA Portal的基本操作流程。初学者应该熟练掌握这些基本操作,为后续的编程和调试工作打下基础。
### 2.3.2 基本的梯形图和功能块图编程
梯形图(Ladder Diagram,LD)和功能块图(Function Block Diagram,FBD)是PLC编程中两种最常用的方法。下面将介绍这两种编程方法的基本概念和使用方法。
- **梯形图(LD)编程**
梯形图是一种直观的图形化编程语言,它模拟电气控制线路图。梯形图由接触器(相当于逻辑中的AND门)、继电器线圈(相当于逻辑中的

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了使用 S7-1200 或 S7-1500 PLC 连接 S200 伺服来实现 EPOS 基本定位控制的秘诀。通过一系列标题,专栏揭示了优化 EPOS 控制的五大突破性技术,并提供了七个关键点,以帮助读者掌握 EPOS 控制。专栏还展示了 EPOS 定位控制在自动化中的实际应用案例,并提供了快速解决伺服通信难题的一招定乾坤法。此外,专栏还探讨了同步操作以实现极致精准定位控制的方法,以及如何在一天内精通 EPOS 定位控制的技巧。最后,专栏揭示了优化 EPOS 定位控制策略,以显著提升系统性能的最佳实践。
专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
大气模型对比分析:MODTRAN与其他模型的优劣对比

参考资源链接:[MODTRAN详解:辐射传输模型与应用演示](https://wenku.csdn.net/doc/
【PowerLogic PM5350故障排查速成】:3分钟定位常见问题与解决之道
参考资源链接:[施耐德PM5350电力参数测量仪安全安装与操作指南](https://wenku.csdn.net/doc/646347c7543f8444889bff28?spm=1055.2635.3001.10343)
# 1. PowerLogic PM5350快速入门
## 1.1 初识PowerLogic PM5350
PowerLogic PM5350是一款适用于电力系统测量与控制的高性能设备。它是自动化能源管理系统的重要组成部分,能够精确测量电流、电压和功率等参数。对于刚接触PM5350的用户来说,了解其基本操作和应用场景是使用前的首要步骤。
## 1.2 设备的组成与功能
LPDDR4错误校正机制:JESD209-4D标准的全面实现指南

参考资源链接:[JESD209-4D - LPDDR4](https://wenku.csdn.net/doc/53k2xuc4ts?spm=1055.2635.3001.10343)
# 1. LPDDR4内存
MBIST技术揭秘:硬件自检领域的专家指南

参考资源链接:[Tessent MemoryBIST用户手册(2020.3版,带书签)](https://wenku.csdn.net/doc/2mnm40t92g
SMIC18-IO综合库在低功耗设计中的应用:优化技巧大公开

参考资源链接:[SMIC18-IO综合库:0.18um工艺的关键数据手册](https://wenku.csdn.net/doc/3hwf8zoc5a?spm=1055.2635.3001.10343)
# 1. SMIC18-IO综合库概述
## 1.1 综合库的重要性
在集成电路设计中,综合库扮演着桥梁的角色,它不仅连接了前端设计和后端实现,而且直接影响到芯
ISP图像调优最佳实践:夜间摄影图像,如何打造无与伦比的完美效果(夜间摄影的艺术)
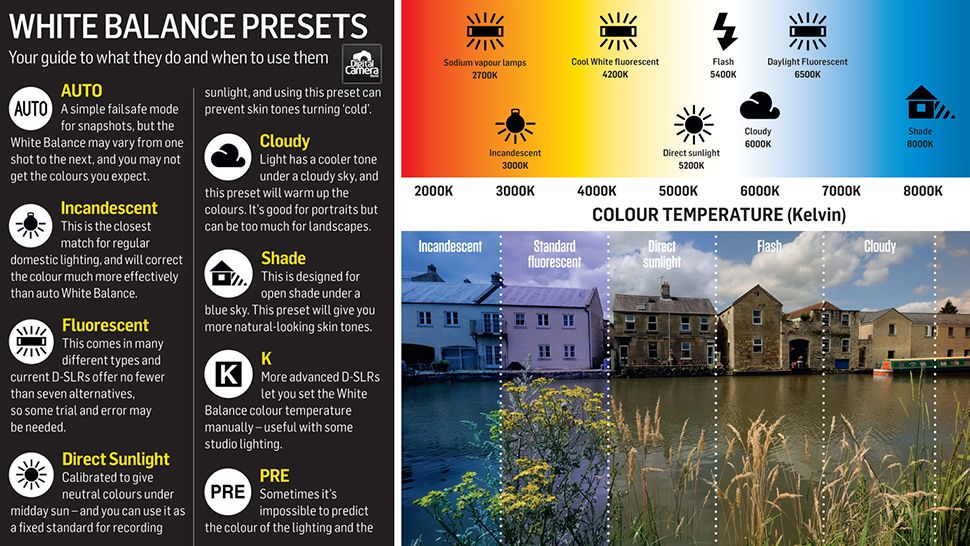
参考资源链接:[海思ISP图像调优指南](https://wenku.csdn.net/doc/7wdj2zcgcp?spm=1055.2635.3001.10343)
# 1. 夜间摄影图像调优概述
## 1.1 夜间摄影的魅力与挑战
夜间摄影为摄影师提供了一个充满挑战和创造性的场景。在低光条件下,捕捉图像要求对摄影技术有深刻的理解,并且需要后期图像调优的精心操
日立电梯网络通信故障全面排查:网络调试+问题解决一网打尽

参考资源链接:[日立电梯模式设置详解:功能与重置操作指南](https://wenku.csdn.net/doc/6412b720be7fbd1778d492d8?spm=1055.2635.3001.10343)
# 1. 日立电梯网络通信基础
## 1.1 电梯网络通信概述
电梯网络通信是指电梯控制系统与外部网络之间进行的数据交换
【DIAdem 2020 定制化数据解决方案】:个性化测试数据打造指南
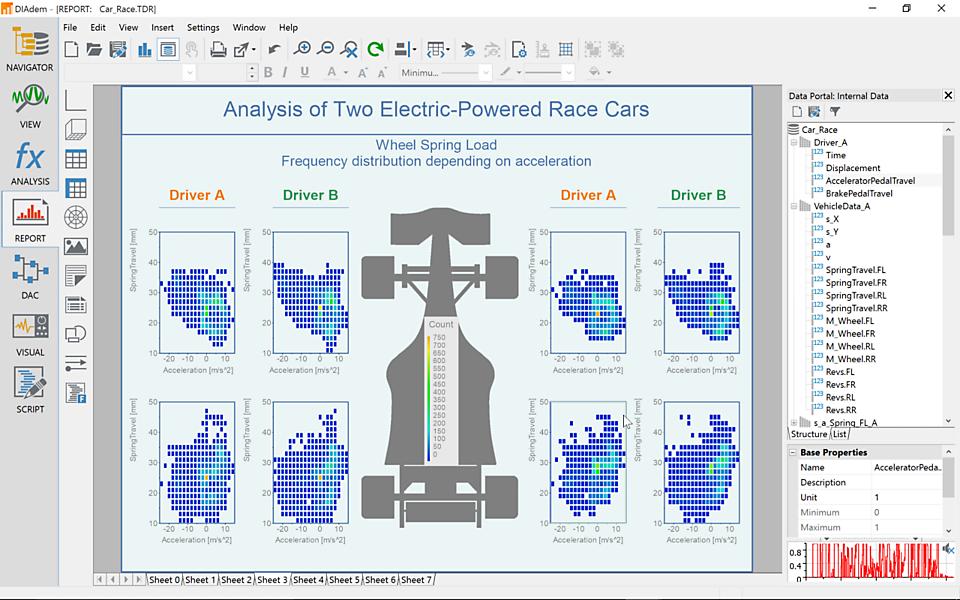
参考资源链接:[DIAdem 2020中文教程:交互式数据分析与技术支持详解](https://wenku.csdn.net/doc/70ippcsgku?spm=1055.2635.3001.10343)
# 1. DIAdem 2020概览与定制化数据解决方案的必要性
在数据驱动的现代商业环境中,如何高效地管理测试数据成为许多组织
SystemVerilog 3.1a与UVM结合使用:如何构建可重用的验证环境
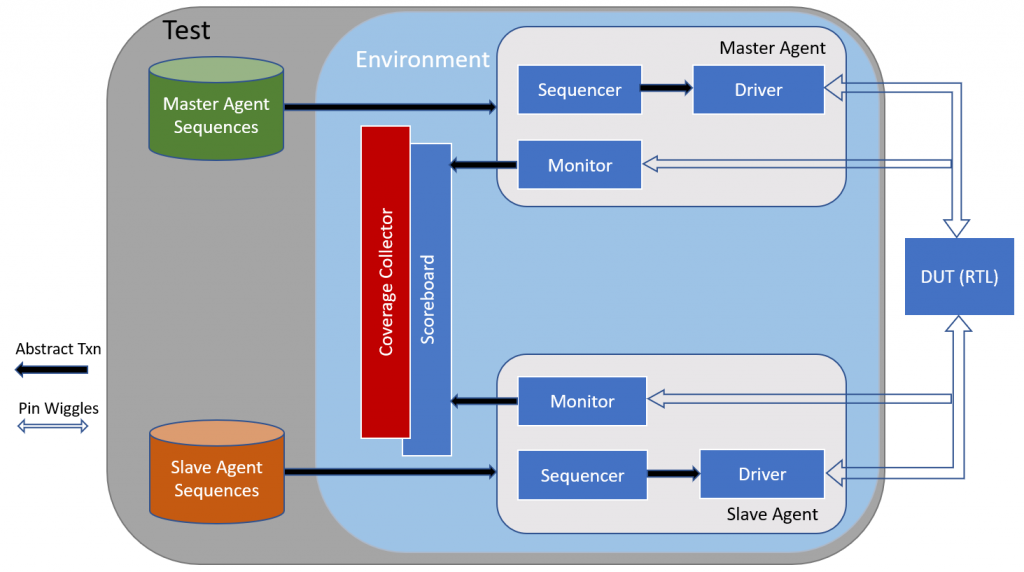
参考资源链接:[SystemVerilog 3.1a语言参考手册:PDF中文版详解与特性概览](https://wenku.csdn.net/doc/6412b73bbe7fbd1778d498e8?spm=1055.2635.3001.10343)
# 1. SystemVerilog和UVM基础知识
SystemVerilog是一种硬件描述和验证语言,它将硬件设计、硬件设计验证、测试技术和形式验证方法结合在一
企业微信授权登录安全性加强课:多因素认证的应用实践

参考资源链接:[企业微信网页授权登录流程与code获取详解](https://wenku.csdn.net/doc/5g294iatg3?spm=1055.2635.3001.10343)
# 1. 多因素认证的原理与重要性
随着信息技术的飞速发展,互联网安全已经成为企业和个人用户关注的焦点。多因素认证(Multi-Factor Authentication,简称MFA),
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )