【GRBL高速加工方案】:提升生产效率的革命性秘诀
发布时间: 2024-12-14 00:06:29 阅读量: 3 订阅数: 6 
参考资源链接:[GRBL设置与Arduino UNO操作指南](https://wenku.csdn.net/doc/6401ac64cce7214c316ebad2?spm=1055.2635.3001.10343)
# 1. GRBL高速加工方案概述
随着工业技术的不断进步,高效率和高精度的加工需求日益增长。GRBL(Generalized Router/Plotter Language)作为一种开源且高效的运动控制器固件,为高速加工领域带来了革命性的改变。GRBL专为小型CNC机床和激光切割机设计,通过使用精确的步进电机控制,实现了精确的运动轨迹和速度控制。
本章节将简要介绍GRBL的基本概念及其在高速加工中的应用,概述其作为解决方案的核心优势。我们还将探讨GRBL如何帮助工程师和制造企业提高加工效率,降低生产成本,同时保证加工质量。
GRBL不仅降低了先进制造技术的门槛,而且通过其简洁的接口和丰富的社区支持,使得个人和小企业能够轻松实现复杂的设计。在后续章节中,我们将深入探讨GRBL的理论基础、实践技巧、进阶应用以及最佳实践与心得分享,帮助读者全面掌握GRBL高速加工方案。
# 2. GRBL加工技术的理论基础
## 2.1 GRBL的工作原理和架构
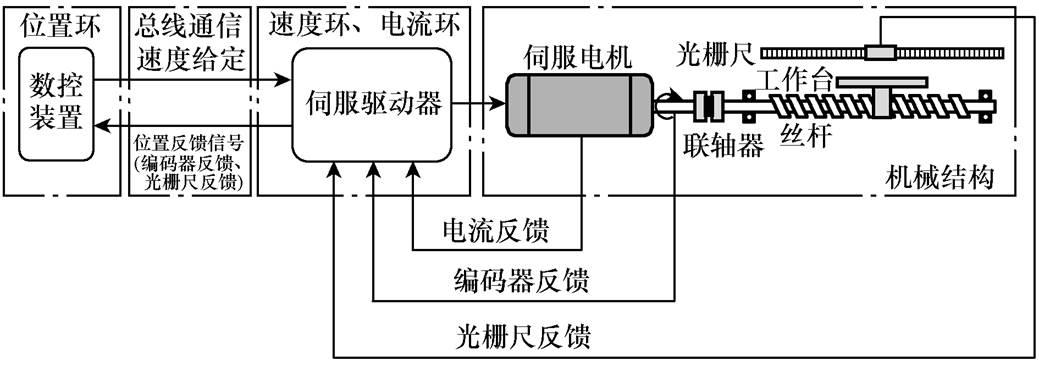
### 2.1.1 GRBL系统的主要组成部分
GRBL系统是一个开源的微控制器固件,用于控制步进电机和步进驱动器,执行G代码指令,广泛应用于CNC(Computer Numerical Control)机床和3D打印机。GRBL系统主要由以下几个核心组成部分构成:
1. **微控制器**:GRBL运行在具有足够I/O端口的微控制器上,例如Arduino Uno。微控制器负责接收G代码指令并将其转化为电机动作。
2. **步进电机**:步进电机作为执行元件,接收来自微控制器的电子脉冲信号,并通过特定的步距角转化为精确的角位移,驱动机床的运动部件。
3. **步进驱动器**:步进驱动器负责接收微控制器的脉冲信号,并将其放大,提供足够的电流和电压驱动步进电机。
4. **G代码解释器**:GRBL内含G代码解释器,能够解析G代码文件中的各种指令,并将其转化为一系列控制步进电机的动作。
5. **加速度与速度控制**:GRBL能够处理复杂的加速度和速度算法,以实现平稳和高效的运动轨迹。
### 2.1.2 GRBL的工作流程解析
GRBL的工作流程如下:
1. **初始化**:当GRBL微控制器上电后,首先执行初始化序列,包括设置步进电机的初始位置(通常是参考点)和载入用户配置的参数。
2. **接收指令**:通过串行端口与PC机通信,接收来自CNC控制软件的G代码指令。
3. **指令解析**:GRBL固件中的G代码解释器对输入的指令进行解析,分离出运动控制指令和其他控制指令。
4. **路径规划**:GRBL会计算运动轨迹,包括加速度、速度和加减速度曲线,以保证运动的平滑性和精确性。
5. **脉冲输出**:微控制器生成相应的脉冲信号输出给步进驱动器,步进驱动器驱动步进电机按照预定路径运动。
6. **反馈监控**:GRBL固件还会实时监控系统状态,比如电机位置、限位开关信号等,确保加工过程的安全性和可靠性。
了解GRBL的工作原理和架构,为深入研究加工参数优化和实际应用打下基础。
## 2.2 GRBL加工参数的优化理论
### 2.2.1 加工速度与效率的平衡
在GRBL加工中,寻找加工速度和效率之间的最佳平衡点是至关重要的。以下是一些实现此目标的关键策略:
1. **计算最优进给率**:进给率影响着刀具的切削速度和切削力,过高可能会导致刀具破损或工件表面质量下降,过低则会降低加工效率。因此,需要针对具体的材料类型、刀具尺寸和形状以及加工内容来优化进给率。
例如,一个常用的计算公式为:
```
F = a * N * Z * f_z
```
其中:
- `F` 是总进给率。
- `a` 是刀具的每齿进给量。
- `N` 是主轴转速(RPM)。
- `Z` 是刀具的齿数。
- `f_z` 是每齿进给率。
2. **使用分层加工策略**:在复杂形状的工件加工中,可以采用分层策略,根据实际的工件形状和机床能力,逐渐增加切削深度,这样可以在保证精度的同时提高效率。
3. **动态调整进给率**:针对不同的加工段,动态调整进给率。例如,在直线运动段可以使用较高的进给率,而在曲线或接近拐角处则降低进给率以避免过切和提升表面光洁度。
### 2.2.2 刀具路径优化与材料去除率
刀具路径的优化直接影响到材料的去除率(MRR)和加工质量,GRBL提供了多种方式来优化刀具路径:
1. **使用高效的G代码**:通过编写高效的G代码,减少不必要的运动和空行程,提高材料去除率,例如使用G1快速直线插补指令代替G0快速定位指令进行直线运动。
2. **使用高级编程技术**:比如螺旋下刀可以减少切削时间,自动切削角平滑处理可以提升加工件的表面质量。
3. **优化刀具补偿**:合理设置刀具半径补偿和长度补偿,以确保加工尺寸的准确性和一致性。
优化理论是提升GRBL加工技术性能的核心,通过科学合理的方法调整加工参数,可使加工过程达到最佳状态。
## 2.3 GRBL与传统加工方法的对比分析
### 2.3.1 传统CNC加工方法的局限性
传统CNC加工方法虽然在工业生产中发挥着重要的作用,但其也存在一定的局限性:
1. **成本高昂**:传统CNC机床通常价格昂贵,需要较大的投资成本,包括机床本身的购买费用以及后续的维护费用。
2. **操作复杂**:CNC机床的操作通常需要专业的培训,对操作员的要求较高,不利于快速学习和应用。
3. **加工效率限制**:传统CNC机床在加工速度、加工精度以及灵活性上存在一定的局限,无法满足一些高效、复杂和个性化的加工需求。
### 2.3.2 GRBL加工方案的优势与创新点
与传统CNC加工方法相比,GRBL加工方案具有以下优势和创新点:
1. **成本效益高**:GRBL可利用开源的固件和廉价的微控制器,大大降低了成本。用户可以使用Arduino等常见硬件进行配置,实现与传统CNC机床类似的加工功能。
2. **易于集成和操作**:由于GRBL固件小巧、配置简单,使其易于集成到各种现有的CNC机床和DIY项目中。同时,由于其开源特性,用户可以根据自己的需求进行定制和优化。
3. **高灵活性和扩展性**:GRBL支持多轴控制,可以根据需要进行扩展,适用性广。同时,GRBL的开发和更新是活跃的,社区支持强大,易于获取技术支持和新功能的更新。
4. **提升加工效率**:GRBL加工方案通过精确的控制和优化的加工参数,可以在确保加工质量的同时提高加工效率。
通过上述对比分析可以看出,GRBL加工方案在多个方面提供了更为优越的加工解决方案。
# 3. GRBL

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏提供 GRBL 设置的全面指南,涵盖从入门到高级技巧。从快速设置和调试到故障排除和通信协议,您将掌握 GRBL 的方方面面。此外,专栏还探讨了 GRBL 与 CNC 机器人的集成,以及如何优化硬件以提升步进电机精度。安全升级和回滚策略确保您的机器稳定可靠。深入了解 GRBL 的安全特性,防止失控并维护机器稳定性。I_O 控制和传感器部分提供扩展模块的应用指南。专栏还介绍了高速加工方案,提升生产效率。最后,您将了解 GRBL 开源社区,获得最佳技术支持和帮助。
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
小米鲁班MTB软件深度剖析:掌握设计精髓,实现高效开发

参考资源链接:[小米手机鲁班MTB V6.0.5-13-33软件参数调整指南](https://wenku.csdn.net/doc/jmd7inyjra?spm=1055.2635.3001.10343)
# 1. 小米鲁班MTB软件概述
小米鲁班MTB软件作为小米公司的新一代管理工具,为企业的项目管
【RX N5多任务处理】:提升性能的4项关键策略

参考资源链接:[Nextchip N5 RX规格书v0.0版本发布](https://wenku.csdn.net/doc/45bayfzh7a?spm=1055.2635.3001.10343)
# 1. 多任务处理在RX N5中的重要性
多任务处理是现代操作系统和微处理器设计的关键组成部分。随着计算机科学的
三菱M70参数全面解读:5步优化设备性能的秘密武器

参考资源链接:[三菱M70关键参数详解:系统、轴数与控制设置](https://wenku.csdn.net/doc/249i46rdgf?spm=1055.2635.3001.10343)
# 1. 三菱M70数控系统的概述
数控系统是现代制造业的核心,它决定着机械设备运行的精度与效率。三菱M70数控系统作为业界一款较为先进的数控系统,广泛应用于各种精密加工设备中。它具备多种高级功能,如自适应控制、多
ELMO驱动器故障急救手册:10大常见问题及快速解决方案
参考资源链接:[ELMO驱动器配置与故障排除指南](https://wenku.csdn.net/doc/6462df54543f844488998bf7?spm=1055.2635.3001.
Sentinel-1 数据集分析:SNAP 遥感数据处理的高效之道

参考资源链接:[SNAP教程:哨兵-1 SAR数据处理入门与关键操作](https://wenku.csdn.net/doc/6401abc5cce7214c316e9718?spm=1055.2635.3001.10343)
# 1. 遥感数据处理概述
遥感技术是通过不
GeoDa坐标系转换完全指南:地理空间数据坐标体系掌握
参考资源链接:[GeoDa使用手册(中文版)](https://wenku.csdn.net/doc/6412b654be7fbd1778d4655b?spm=1055.2635.3001.10343)
# 1. 坐标系转换的基础理论
在地理信息系统(GIS)应用中,坐标系转换是一个至关重要且广泛存在的技术需求。本章将为读者提供坐标系转换的基本概念、数学模型和分类方法,作为深入理解GeoDa等GIS
APT与PPA管理:Ubuntu 14.04软件控制的艺术
参考资源链接:[ubuntu-14.04-desktop-amd64.iso(网盘链接,永久有效)](https://wenku.csdn.net/doc/6412b76ebe7fbd1778d4a452?spm=1055.2635.3001.10343)
# 1. APT与PPA在Ubuntu中的角色与重要性
## 1.1 Ubuntu软件管理概述
Ubunt
EIDORS文档样式定制:个性化外观的终极指南

参考资源链接:[EIDORS教程:电阻抗层析成像步骤解析](https://wenku.csdn.net/doc/62x8x7s0q8?spm=1055.2635.3001.10343)
# 1. EIDORS文档样式定制概述
在信息技术不断进步的今天,文档的样式定制已经成为提升用户体验和品牌价值的重要手段。EIDORS文档样式
【深度学习模型部署】:深入模型转换的实践技术

参考资源链接:[MARS使用教程:代码与数据导出](https://wenku.csdn.net/doc/5vsdzkdy26?spm=1055.2635.3001.10343)
# 1. 深度学习模型部署
【数据质量控制】:云总线平台确保数据准确性的实践方法
参考资源链接:[阿里云服务总线CSB操作手册](https://wenku.csdn.net/doc/7gabnevyke?spm=1055.2635.3001.10343)
# 1. 数据质量控制在云总线平台的重要性
在当今大数据时代,数据已成为企业和组织最为重要的资产之一。随着企业上云和数字化转型的不断推进,数据质量控制在云总线平台中的作用愈发重要。数据质量直接影响到决策
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )