全面解读SPC统计过程控制:“α”风险评估的黄金法则
发布时间: 2024-12-19 18:42:49 阅读量: 52 订阅数: 27 
# 摘要
统计过程控制(SPC)是制造业和质量管理系统中用以维持产品和服务质量的关键工具。本文深入探讨了SPC中“α”风险的概念、评估方法及在SPC图表中的应用,强调了“α”风险在控制图解读和过程能力分析中的重要性。通过对“α”风险与过程能力指数(Cp)关系的阐述,本文提出了一套实战策略用于管理“α”风险,并结合持续改进的理念,讨论了降低“α”风险对提升过程稳定性的积极作用。最后,本文展望了SPC和“α”风险评估的未来趋势,包括新技术的应用前景和创新方法的引入,为质量控制领域的持续发展提供方向。
# 关键字
统计过程控制;“α”风险;过程能力分析;控制图;风险管理;持续改进
参考资源链接:[SPC统计过程控制与α风险详解](https://wenku.csdn.net/doc/5me64w15y3?spm=1055.2635.3001.10343)
# 1. 统计过程控制(SPC)基础
统计过程控制(SPC)是一种利用统计技术对生产或服务过程进行监控的方法。它的主要目的是通过数据的分析和解释来识别并消除导致过程变异的因素,从而提高产品质量。SPC的基础理念在于通过实时监控过程的稳定性,以预防性的手段避免问题的产生,而不仅仅是在问题发生后进行处理。
SPC通过各种统计图表和工具来实现其目标,例如X-bar图、R图、P图和U图等。这些图表能有效显示过程的平均值、变异程度等重要信息。通过它们,管理者可以判断一个过程是否处于统计控制状态,是否需要调整。理解SPC的基础知识对任何希望在工作中实施质量改进的企业或个人来说都是至关重要的。以下是SPC中的基本概念:
- **数据收集**:过程开始时进行,可以是连续的也可以是定期的。
- **过程能力分析**:用于确定一个过程是否能够满足质量要求。
- **控制图**:图表上的点表示从过程中收集的数据,用于可视化识别过程中的特殊原因变异。
- **目标是**实现过程的持续改进和质量优化。
理解这些概念是掌握SPC的基石,这将为后续章节深入探讨“α”风险在SPC中的作用打下坚实基础。
# 2. SPC中的“α”风险概述
## 2.1 “α”风险定义及其在SPC中的重要性
### 2.1.1 “α”风险的基本概念
在统计过程控制(SPC)中,"α"风险是指错误地拒绝了一个正确的零假设(即错误地认为一个过程发生了变化,而实际上它并未发生变化)。这种风险通常被称为第一类错误或假阳性错误。"α"风险的大小通常由显著性水平α来表示,它是统计假设检验中犯第一类错误的概率上限。
在SPC中,我们常用控制图来监控过程的稳定性。控制图上的一个点超出控制限通常会导致过程被错误地认为失控。因此,理解并适当控制"α"风险对于正确解读控制图至关重要。
### 2.1.2 “α”风险与统计决策的关系
在统计决策中,"α"风险与作出错误决策的可能性直接相关。例如,如果一个过程正在运行良好,但是由于"α"风险过高,我们错误地认为它失控了,这将导致不必要的调查和调整。这不仅消耗资源,还可能引入新的波动,反而影响过程性能。
因此,"α"风险的管理对于维护过程的稳定性和效率至关重要。适当的"α"风险水平可以帮助我们平衡错误拒绝零假设的风险与错过真正过程变化的机会。
## 2.2 “α”风险的评估方法
### 2.2.1 假设检验与“α”风险
在SPC中,假设检验是评估过程是否保持在控制状态的一个重要工具。最常见的假设检验是关于过程均值或方差的检验。例如,我们可以使用t检验来评估过程均值是否发生了显著变化。
在执行假设检验时,我们设定一个显著性水平α(如0.05或0.01),作为犯第一类错误的最大可接受概率。当我们计算得到的p值小于或等于α时,我们拒绝零假设,否则我们没有足够的证据拒绝它。
### 2.2.2 “α”风险的计算公式与实例
"α"风险的计算依赖于选定的检验统计量及其分布。例如,如果使用单样本t检验,其检验统计量遵循t分布。检验统计量的计算公式为:
\[ t = \frac{\overline{X} - \mu_0}{\frac{s}{\sqrt{n}}} \]
其中,\(\overline{X}\)是样本均值,\(\mu_0\)是过程均值的假设值,\(s\)是样本标准差,\(n\)是样本大小。
我们可以通过查找t分布表来确定在特定的自由度和显著性水平下,检验统计量的临界值。例如,在自由度为9的条件下,若α=0.05(双尾),t分布表显示的临界值为2.262。这意味着,如果计算出的t值大于2.262或小于-2.262,我们拒绝零假设,并认为过程均值发生了变化。
## 2.3 “α”风险与过程能力分析
### 2.3.1 过程能力指数(Cp)与“α”风险
过程能力指数(Cp)是衡量过程是否能够生产出符合规格要求的产品的能力的一个指标。Cp的计算公式为:
\[ Cp = \frac{USL - LSL}{6\sigma} \]
其中,USL和LSL分别是规格上限和下限,\(\sigma\)是过程标准差。
虽然Cp提供了一个静态的过程能力评估,但它并不涉及"α"风险。为了更全面地考虑"α"风险,我们引入了Cpk指数,它考虑了过程平均值与规格中心线的距离。Cpk的计算公式为:
\[ Cpk = min\left(\frac{USL - \overline{X}}{3\sigma}, \frac{\overline{X} - LSL}{3\sigma}\right) \]
### 2.3.2 “α”风险在确定过程能力时的应用
在实际应用中,"α"风险影响我们如何解读过程能力指数。如果过程能力分析基于错误的假设检验决策(如

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
本专栏深入探讨了“α”风险与统计过程控制 (SPC) 之间的密切关系,提供从新手入门到专家级掌握的全面指南。它涵盖了“α”风险的界定、SPC 分析的原理、实战技巧和案例研究。专栏还提供了最佳实践和策略,以通过 SPC 过程分析有效管理“α”风险。此外,它强调了 SPC 统计方法在“α”风险评估、量化分析和预防中的重要作用。通过结合“α”风险分析和 SPC 方法论,专栏展示了如何提高质量控制效率,确保流程稳定性和产品一致性。
专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
BT1120实践案例分析:如何在IT项目中成功实施新协议标准

# 摘要
本文系统地介绍了BT1120协议标准的各个方面,包括其技术框架、设计原则、网络通信机制、实施策略、案例分析以及未来展望。BT1120协议旨在提供一个安全、高效、可扩展的通信基
【文档从生到死】:10个关键点全面解读文档生命周期管理策略

# 摘要
文档生命周期管理涉及文档从创建、组织、使用、协作到维护和更新的全过程。本文全面概述了文档管理的各个方面,包括文档的创建原则、内容管理、组织存储、使用和协作策略、以及维护更新流程。特别强调了文档的访问权限管理、协作工具的选择、分发发布监控,以及自动化工具的应用对提高文档管理效率的重要性。此外,本文还探讨了文档管理的高级策略,如数据分析优化管理策略,以及云
【海康威视测温客户端使用手册】:全面覆盖操作详解与故障排除

# 摘要
海康威视测温客户端作为一款高效的体温监测工具,广泛应用于疫情防控等场景。本文首先概述了客户端的基本概念和安装配置要求,详细介绍了系统要求、安装
【变频器全攻略】:掌握变频器技术的7大实用技能,专家教你如何从零开始
# 摘要
变频器技术作为工业自动化领域中的一项重要技术,广泛应用于电机调速和节能降耗。本文首先概述了变频器技术的基本概念,然后深入探讨了其基础理论知识,包括工作原理、控制技术以及选型指南。接着,文章详细介绍了变频器的安装与调试流程,包括准备工作、安装步骤、参数设置、试运行和故障排除技巧。此外,还涉及了变频器的日常维护与故障处理方法,以及在节能降耗和网络通信中的高级应用。本文旨在为工程技术人员提供系统化的变频器知识,帮助他们在实际应用中更有效地
PowerDesigner关联设计宝典:从业务规则到数据模型优化
-%D0%9E%D1%81%D0%BD%D0%BE%D0%B2%D0%BD%D0%BE%D0%B9%2001.png)
# 摘要
本文综合探讨了PowerDesigner在业务规则关联设计、数据模型构建与优化以及高级关联设计技术等方面的应用
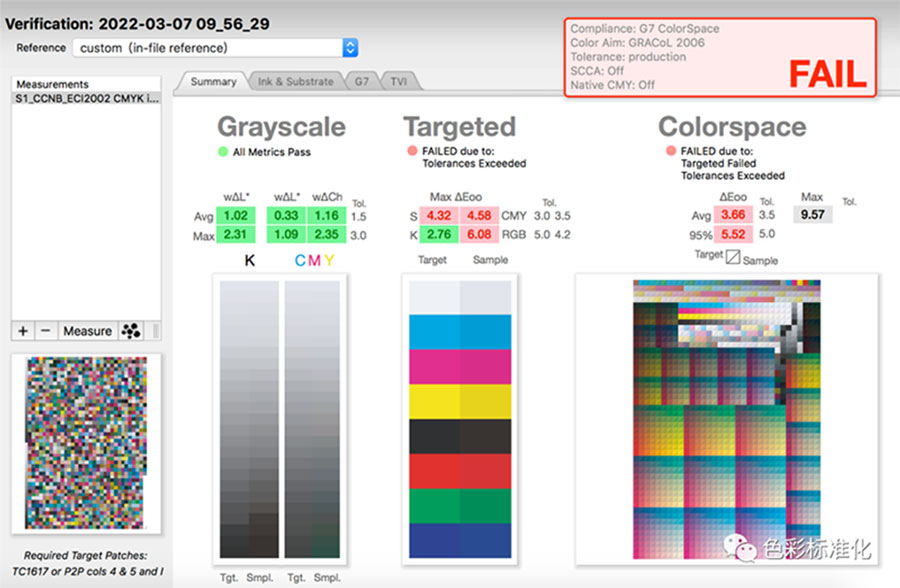
图像噪声分析:Imatest实战技巧大揭秘
# 摘要
图像噪声分析是评估图像质量的关键步骤,对提升成像系统的性能至关重要。本文首先介绍图像噪声分析的基础知识,然后详细阐述了Imatest软件的界面、功能以及如何解读图像质量指标,包括信噪比、动态范围和色彩还原度。通过分类讨论不同的噪声类型,本文揭示了随机噪声与固定模式噪声的特性和来源。接着,文中演示了如何使用Imatest进行噪声测量,并对测试设置、参数调整和结果解读进行了深入讲解。
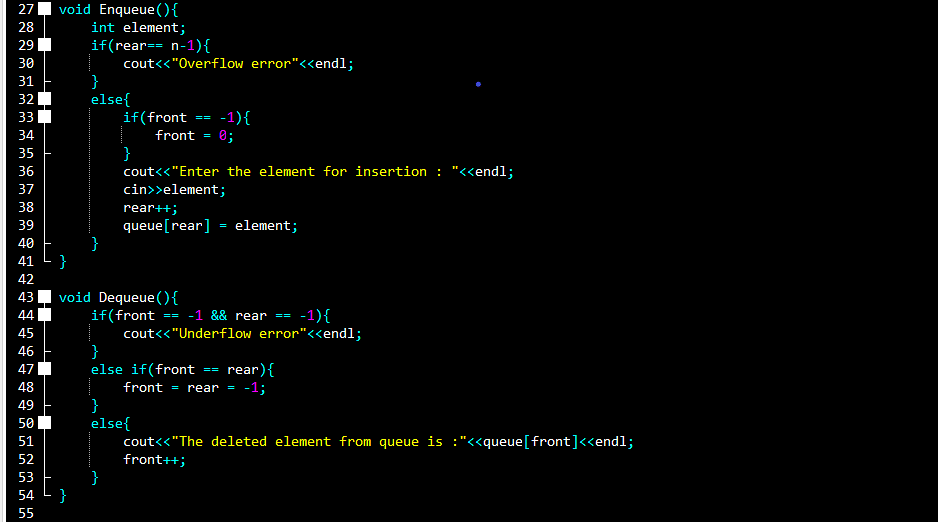
栈与队列:C++数据结构实战,算法效率提升秘籍
# 摘要
本文深入探讨了栈与队列这两种基础数据结构的基本概念、在C++中的实现、在算法中的应用、以及如何优化算法效率。通过分析栈与队列的原理和特性,本文阐述了C++模板类Stack和Queue的实现细节,并通过实例展示了它们在深度优先搜索、表达式求值、广度优先搜索等算法中的应用。进一步地,本文探讨了栈与队列在操作系
【TP.VST69T.PB763性能提升攻略】:硬件升级的终极指南

# 摘要
本文旨在探讨TP.VST69T.PB763系统性能提升的全面方案。首先,概述了性能提升的必要性和总体思路,随后,深入分析了硬件升级的理论基础,包括硬件架构解析、升级的可行性与风险评估、性能测试与基准对比。核心硬件升级部分,详细介绍了处理器、内存和存储解决方案的升级策略及其实践中的注意事项。接着,探讨了外围设备与扩展能力的提升,包括显卡、网络通信模块以及外设扩
【PDF技术处理秘籍】:TI-LMK04832.pdf案例研究,快速上手
# 摘要
PDF(便携式文档格式)已成为全球范围内交换文档的标准格式之一。本文首先概述了PDF技术处理的基本知识,然后深入分析了PDF文件结构,包括其组成元素、逻辑组织、以及字体和图像处理技术。接着,文章探讨了PDF文档编辑和转换的实用技巧,包括文档的编辑、安全与权限设置,以及与其他格式的转换方法。进一步,本文研究了PDF自动化处理的高级应用
【角色建模大师课】:独门秘籍,打造游戏角色的生动魅力
# 摘要
游戏角色开发是游戏制作的核心部分,涉及到从基础建模到优化发布的一系列技术流程。本文首先介绍了游戏角色建模的基础知识和设计原则,强调了设计中的艺术性和功能性,以及如何将角色融入游戏世界观中。随后,文章深入探讨了游戏角色建模技术,包括基础工具的使用、高级建模技巧以及材质与贴图的制作。在角色动画与表现方面,本文分析了动画基础和高级技术,提供了动画实践案例以助理解。最后,本文重点讨论了游戏角色的优化与发布流程,确保角色在不
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送3月
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )