“α”风险检测在SPC流程中:掌握核心方法与工具
发布时间: 2024-12-19 19:50:59 阅读量: 2 订阅数: 4 

元器件应用中的NTC热敏电阻检测方法
# 摘要
本文旨在深入探讨统计过程控制(SPC)流程在风险管理中的应用,并着重分析α风险检测的理论与实践技巧。首先介绍SPC的基本概念和关键质量特性,然后探讨α风险的统计学原理及其在SPC中的重要性。文中详细阐述了α风险检测的关键工具,包括控制图的种类与选择、过程能力分析方法,并提供了数据收集、处理以及控制图应用的具体实践技巧。此外,还讨论了α风险检测的高级应用,如多变量过程控制、过程改进和质量管理体系的融合。文章最后通过行业案例分析,评价不同SPC工具,并展望α风险检测在未来数字化转型中的作用及持续改进的策略。
# 关键字
统计过程控制;风险管理;α风险检测;控制图;过程能力分析;质量管理体系
参考资源链接:[SPC统计过程控制与α风险详解](https://wenku.csdn.net/doc/5me64w15y3?spm=1055.2635.3001.10343)
# 1. SPC流程与风险管理基础
## 1.1 SPC流程概述
统计过程控制(SPC)是一种通过使用统计方法来监控和控制生产过程,以确保产品质量的方法。它的基本目标是通过检测过程的偏差,预防缺陷的产生,而不是仅仅在产品完工后进行检验。SPC流程的实施对于提高生产效率和保证产品一致性至关重要。
## 1.2 风险管理的重要性
风险管理是SPC流程中不可或缺的一环。它涉及识别、评估和优先处理项目的风险,以便采取适当的缓解措施。有效的风险管理有助于减少过程中的不确定性,提高过程的稳定性,确保最终产品质量。在SPC中,α风险特指第一类错误,即错误地拒绝了一个实际合格的过程。
## 1.3 风险管理与SPC的结合
将风险管理与SPC相结合,可以帮助组织更全面地理解过程波动,更有效地监控过程稳定性。通过识别和管理α风险,企业能够避免过度调整过程,保持过程在控制状态,从而维持产品的高质量标准。这种方法对于提高客户满意度和市场竞争力至关重要。
# 2. α风险检测的理论框架
### 2.1 SPC流程概述
#### 2.1.1 SPC的定义和目的
SPC(统计过程控制)是一种使用统计方法来监控和控制生产过程的技术。SPC的核心思想是,在生产过程中,产品的质量特性是由无数微小且复杂的因素影响的。因此,通过实时监控生产过程中的关键质量特性,可以实现对生产过程的实时控制,预防不合格品的产生。
SPC的主要目的是在产品生产过程中识别和消除产生变异的因素,从而保证产品的一致性和稳定性,提高产品的质量,降低生产成本。
#### 2.1.2 SPC中的关键质量特性
在SPC中,关键质量特性是指那些对产品性能和质量有重要影响的质量特性。这些特性通常包括产品的尺寸、重量、强度、硬度、温度、时间等。
通过对这些关键质量特性的监控,可以及时发现生产过程中的异常情况,采取相应的措施进行调整,从而保证生产过程的稳定性和产品质量的一致性。
### 2.2 α风险的统计学原理
#### 2.2.1 风险检测的统计学基础
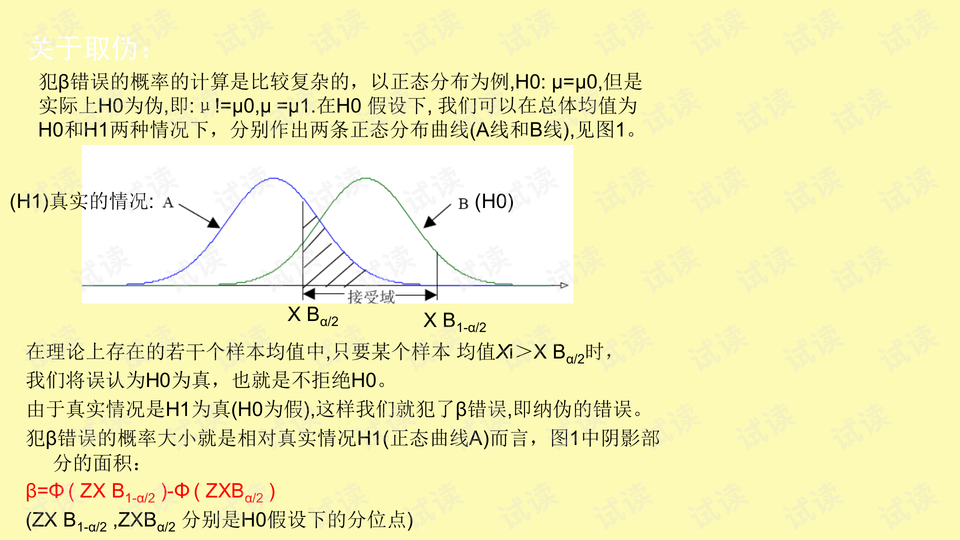
α风险检测的统计学基础是假设检验。在假设检验中,我们首先设定一个假设(通常是生产过程是否正常),然后根据样本数据进行判断,看这个假设是否成立。
在这个过程中,我们可能会犯两种错误:第一类错误是错误地拒绝了正确的假设,即所谓的α风险;第二类错误是错误地接受了错误的假设,即所谓的β风险。在SPC中,我们通常关注的是α风险。
#### 2.2.2 α风险的概念及其在SPC中的角色
α风险是指在生产过程中,当生产过程实际上正常时,我们错误地判断它为异常的风险。在SPC中,α风险的控制非常重要。如果α风险过大,我们可能会频繁地调整生产过程,从而导致生产效率的降低;如果α风险过小,我们可能会漏掉一些真正的异常情况,导致不良品的产生。
因此,在SPC中,我们需要合理地控制α风险,既不能过大,也不能过小。这通常需要根据实际的生产情况和质量要求,选择合适的α风险水平。
### 2.3 α风险检测的关键工具
#### 2.3.1 控制图的类型和选择
控制图是SPC中用于监控生产过程的一种重要工具。它通过绘制过程特性值随时间变化的图表,来判断生产过程是否稳定,是否存在异常。
根据不同的需求,控制图有多种类型,包括均值-极差控制图、均值-标准差控制图、个体-移动极差控制图等。选择哪种类型的控制图,需要根据监控的质量特性、生产过程的特点、数据的特性等因素来决定。
#### 2.3.2 过程能力分析方法
过程能力分析是评估生产过程是否能够满足产品质量要求的一种方法。通过过程能力分析,我们可以知道生产过程的实际能力与产品质量要求之间的差距,从而采取相应的改进措施。
过程能力分析主要包括过程能力指数计算和过程性能指数计算。过程能力指数是指过程特性值的分布宽度与产品质量要求之间的比例,而过程性能指数是指过程特性值的实际分布宽度与产品质量要求之间的比例。
```mermaid
graph TD
A[开始] --> B[确定监控的质量特性]
B --> C[选择控制图类型]
C --> D[绘制控制图]
D --> E[解读控制图]
E --> F{是否存在异常}
F -->|是| G[采取改进措施]
F -->|否| H[继续监控]
G --> I[重新绘制控制图]
H --> I
I --> J[进行过程能力分析]
J --> K[计算过程能力指数和过程性能指数]
K --> L[根据分析结果采取改进措施]
L --> M[完成]
```
在本节中,我们详细介绍了SPC流程的概述,包括其定义、目的和关键质量特性;同时,我们探讨了α风险的统计学原理,并且对α风险的概念及其在SPC中的角色进行了深入的分析。此外,我们还介绍了α风险检测的两个关键工具:控制图的类型选择和过程能力分析方法。控制图的类型选择部分涉及了多种不同的控制图及其应用情景,而在过程能力分析方法中,详细说明了如何通过计算过程能力指数和过程性能指数来评估生产过程的质量能力。
在后续章节中,我们将会结合这些理论框架,深入探讨α风险检测在实际操作中的应用技巧,以及如何将这些高级应用集成到质量管理体系中,最终实现风险管理的持续改进

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏目录
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
汇川IS620维护秘技:系统保养和性能优化的专家策略
# 摘要
本文综述了汇川IS620系统的维护实践和性能优化策略。首先概述了系统的维护概览,随后深入探讨了系统保养的策略和方法,包括硬件和软件的维护、更新以及监控和日志分析。进一步,本文介绍了性能优化的实践技巧,强调了性能评估工具的运用和系统配置优化的重要性。在故障诊断和应急响应方面,本文阐述了常见故障的诊断、应急措施和持续改进计划。最后,通过案例研究,本文提出了维护成功案例的分析和未来利用新技术如人工智能和物联网(IoT)进行系统维护的趋势。
# 关键字
系统维护;性能优化;故障诊断;应急响应;硬件升级;软件更新;人工智能;物联网技术
参考资源链接:[汇川IS620伺服驱动器使用指南:安装
【Vivado 2021.1许可证管理攻略】:搞定配置与故障

# 摘要
本文全面介绍了Vivado 2021.1的许可证管理,涵盖了许可证的类型、配置方法、验证、故障诊断、高级功能应用以及进阶管理和案例分析。通过对网
【显微镜数据管理攻略】:尼康软件如何高效组织与分析实验数据
# 摘要
尼康显微镜数据管理是一个复杂的领域,涉及从基础的数据操作到高级的数据分析和安全策略。本文首先概述了尼康显微镜的数据管理和软件基本操作,包括界面介绍、数据导入与组织、以及数据分析的工具和报告生成。随后,本文探讨了高效的数据管理策略,如文件命名规则、自动化数据处理流程以及数据安全与备份。进一步的,本文深入分析了深度学习技术在显微镜数据分析中的应用,包括基础概念、尼康软件的AI功能,以及深度学习技术在实验数据管理中的实际应用案例。最后,文章讨论了跨学科合作与数据共享的重要性,探讨了数据共享的挑战与对策,尼康软件在团队协作中的作用,以及大数据技术与显微镜数据分析的未来展望。
# 关键字
显
【实时更新机制】:保障运动会成绩数据即时性与准确性的关键

# 摘要
实时更新机制是现代信息系统的基石,尤其在需要即时处理和展示数据的场景中至关重要。本文综述了实时数据处理的理论基础,探讨了实时数据流的特点与挑战,以及支撑实时更新的关键技术,包括数据库事务处理、事件驱动架构和时间戳管理等。同时,文章分析了实时更新机制在运动会成绩系统中的具体应用,包括数据采集、传输、处
【INCA R7.0监控系统构建】:从零基础到物联网项目应用
# 摘要
INCA R7.0监控系统是一套集成了物联网技术的综合性监控解决方案,涵盖了系统概述、理论基础、实践应用和进阶应用等多个方面。本文首先概述了INCA R7.0监控系统的基本概念、目标、原则和架构,随后深入探讨了物联网技术与监控系统的融合,以及监控数据的采集、处理、分析和挖掘。在实践应用章节,本文详细介绍了系统的搭建、配置、场景应用以及优化和维护策略。进阶应用部分强调了系统二次开发的能力
GT06通讯协议安全性深度剖析:加密与认证机制全览

# 摘要
GT06通讯协议是集成了先进加密和认证机制的通讯标准,旨在为各种通信环境提供安全性和可靠性保障。本文首先概述了GT06通讯协议的基本原理,并深入探讨其加密机制,包括对称与非对称加密技术的对比、常见加密算法的分析、以及GT06协议加密策略的实现和挑战。随后,本文详细解析了G
CameraLink电源管理宝典:稳定运行的关键

# 摘要
本文对CameraLink技术进行了全面的概述,深入探讨了电源管理的基础知识,特别强调了电源管理在确保CameraLink性能稳定性中的重要性。通过对电源设计原则、技术应用、测试验证以及故障排除和性能优化等方面的分析,为工程师提供了实用的电源管理解决方案。文章最后展望了电源管理技术与CameraLink标准的未来发展趋势,包括新技术的引入以及新标准对电源管理的要求,旨在为读者提供深入
503错误解决方案详解:服务可用性提升的实用技巧
# 摘要
503错误通常指示服务器暂时无法处理请求,对网站可用性和用户体验造成负面影响。本文系统地分析了503错误的根本原因,包括服务器资源限制、应用程序层面的问题以及网络与配置问题。针对这些问题,本文提出了一系列提升服务可用性的基础策略,如硬件升级、应用优化、网络优化等。同时,探讨了高可用性架构设计
【梦幻西游图像压缩技术】:揭秘动画素材提取与处理的禁忌

# 摘要
本文对梦幻西游游戏中使用的图像压缩技术进行了全面的概述与分析。首先介绍了图像压缩的基础理论,包括其定义、目的、压缩比与图像质量的关系,以及颜色模型和图像格式转换。接着,本文详细
ETAS ISOLAR 高级应用:数据管理和分析功能的深度掌握

# 摘要
ETAS ISOLAR是一个综合性的数据分析平台,本文对其进行了全面的概述和分析。首先介绍了ETAS ISOLAR的基
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )